

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


This is a very simple but effective tool. I needed to do some machining on the crown of a new piston for my race bike. The engine is a classic Aermacchi 350 (HD Sprint for my US based cousins) which were last made in 1974. As a result, parts are not always readily available and so it is normal to adapt parts made for other models. In this case I got an MTC piston for a Kawasaki which needed the crown modified to give me the CR (compression ratio) that I wanted.
It is not a good idea to hold a piston by the skirt in a lathe chuck or similar for at least 3 reasons, viz;
1. The skirts are very thin and can easily be distorted.
2. The skirts are not machined circular, they are slightly oval to account for different expansion in different directions.
3. The skirts are not machined parallel but have a taper to allow for different temperatures at positions along the piston.
One method of holding a piston for "after manufacture" machining is to make some soft jaws to hold the piston by the ring grooves, but there is an easier way applicable to some pistons. These are ones which have an internal register left from the original manufacturing. The MTC piston was in that category.
Here are a couple of examples of the internal register. The Suzuki one on the right has a full circle register. Click thumbnails for full size pix.
Here we can see the register in the MTC piston which I needed to attack.
To hold this piston securely I turned a mating spigot on a piece from the scrap box to fit the piston, which had enough length to hold in a chuck. The extra holes in the piece were there already but have no ill effect. I also turned up a dummy gudgeon pin with a hole in the centre to pull the piston onto the block. Here we can see the parts for this simple tool or fixture.

Shown here is the piston mounted on the block ready to be chucked in a lathe or held by a myriad of ways in a milling machine.
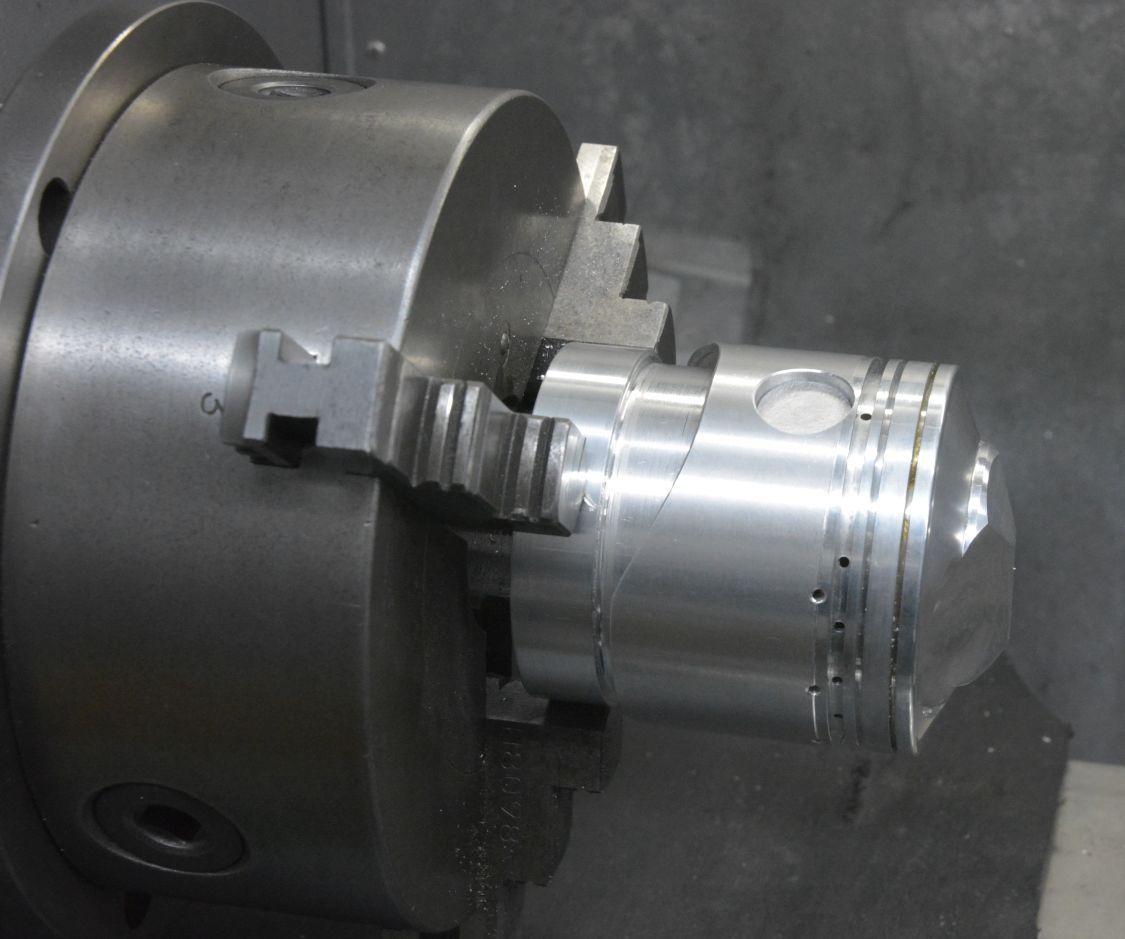
Although it restricted me to an axi-symmetric shape I went for machining in a lathe because of its simplicity, shown here is the assembly chucked ready to machine.
This is the final result.
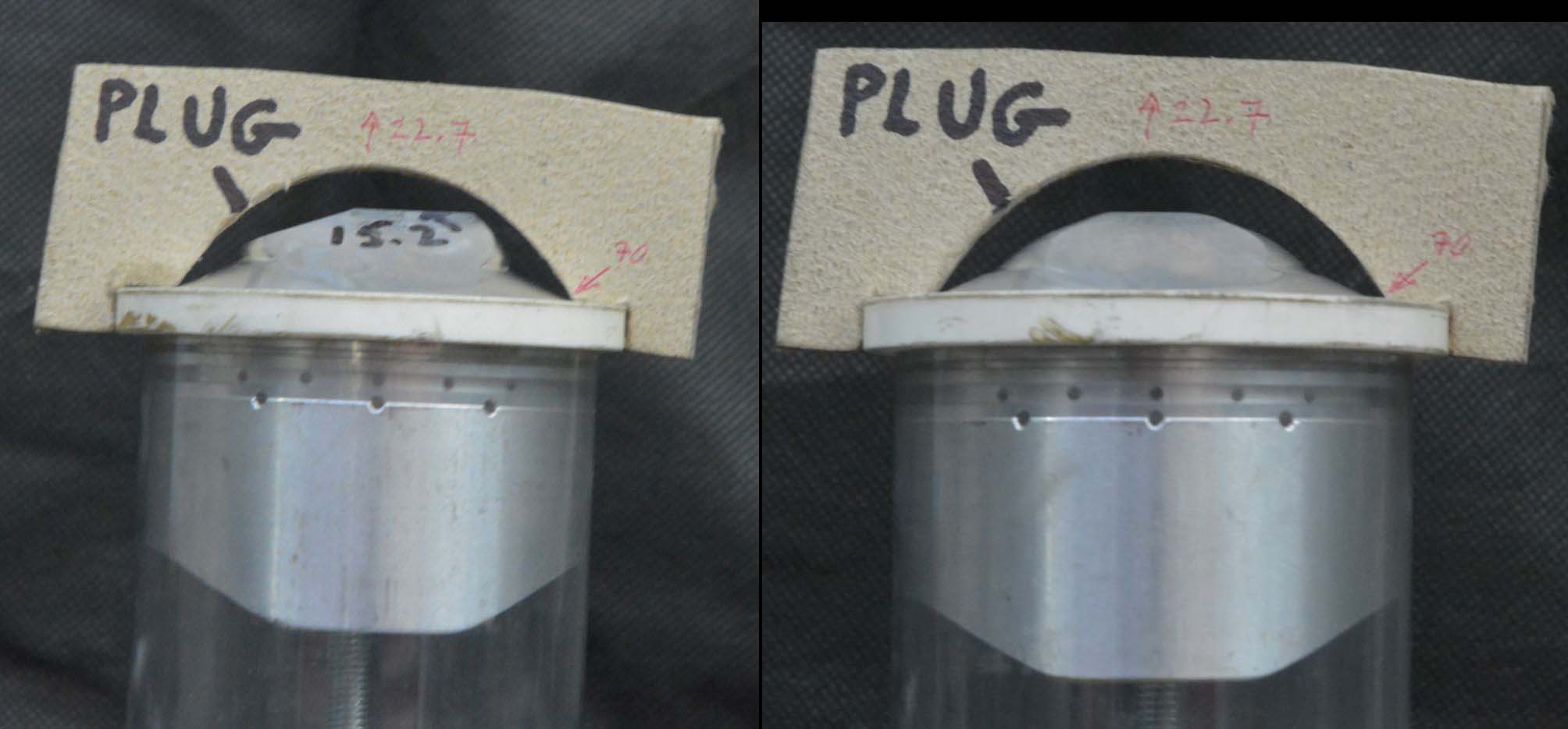
Here is a before and after profile of the crown relative to the head shape.
You can see that there is more space around the plug and less restriction for the flame front to reach the other side, thus reducing the likelihood of detonation.
Now I need to bore the cylinder to suit the piston but that is another story.








 Reply With Quote
Reply With Quote






















Bookmarks