
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
Again this my not be of interest to everyone.
I am still working on the cylinder block for my the 3”scale Foden Steam Wagon and thought I’d share how I drilled the regulator shaft holes with a 3/32” long series drill.
The holes needed to enter one side of the cylinder block and pass through a cast cavity and out the other side (3.5” total depth) The two holes need to be in line so the shaft can move freely to regulate the steam valve. Due to diameter and depth I was unable to centre drill the second hole. I could have however drilled from each side of the casting, but any slight error would have resulted in misalignment.
So the method I used is as follows:
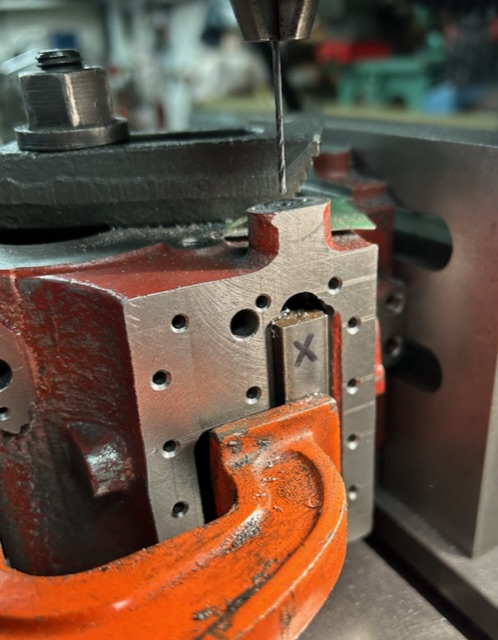
The casting was first marked out and clamped to the mill table and angle plate. The spindle aligned over the required position for the hole. Centre drilled and drilled with a standard 3/32 diameter drill. A scrap piece of steel 1/2” square was then de-burred and clamped into the machined area were the regulator will ride up and down. This piece of steel was then spot drilled from the first 3/32 hole. The orientation of the block marked and cutoff to create a guide bush. The guide bush was then clamped as close as possible to the next hole to guide the long series drill. Without the guide bush the drill would have wondered off.
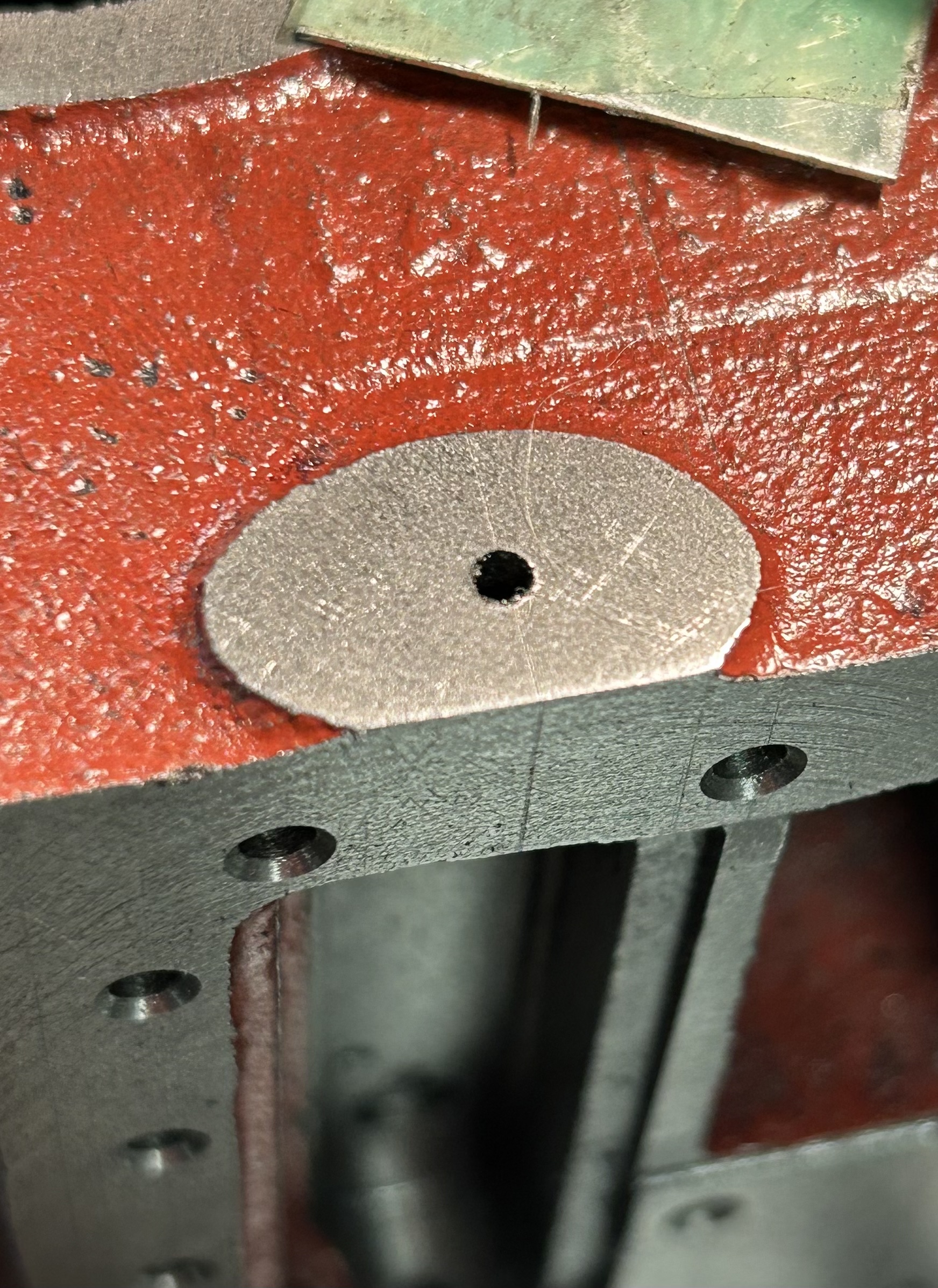
The hole came out spot on to the marked out hole position on the opposite side of the casting.
The photos will hopefully clarify my explanation.
Drilling hole and spotting through into square guide bush.
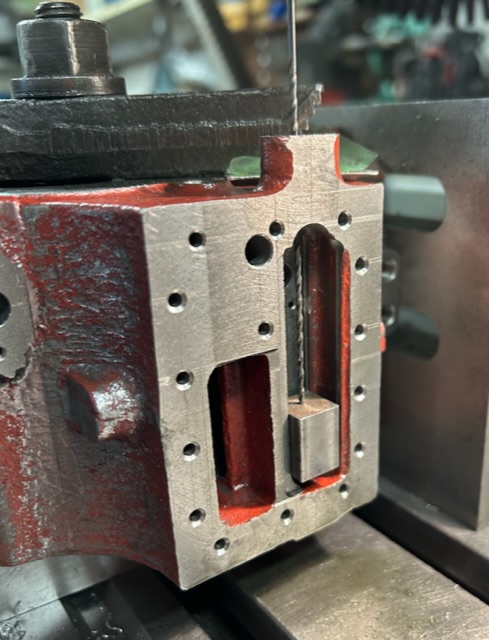
Cutting guide bush.
Guide bush in position ready to be clamped in place.
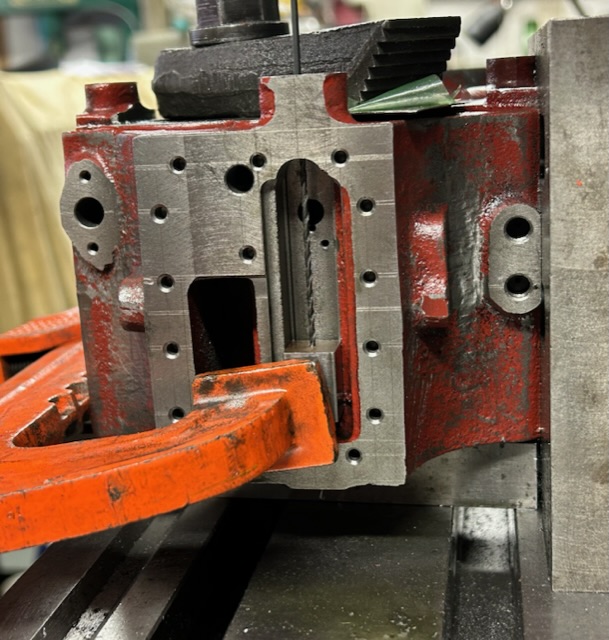
Clamped guide bush in position.
3/32 drill supported in guide bush and hole drilled with long series drill.
Opposite side, hole on marked out lines.
Hope this will assist anyone using long series drills.
Thank you for viewing
The Home Engineer




 Reply With Quote
Reply With Quote









Bookmarks