

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
This is a really easy way to cut an eccentric shaft with little effort. No difficult clocking of a 4-jaw to get the correct throw. But you do need a 3-jaw that can be fitted with soft jaws.
This is the method I use:
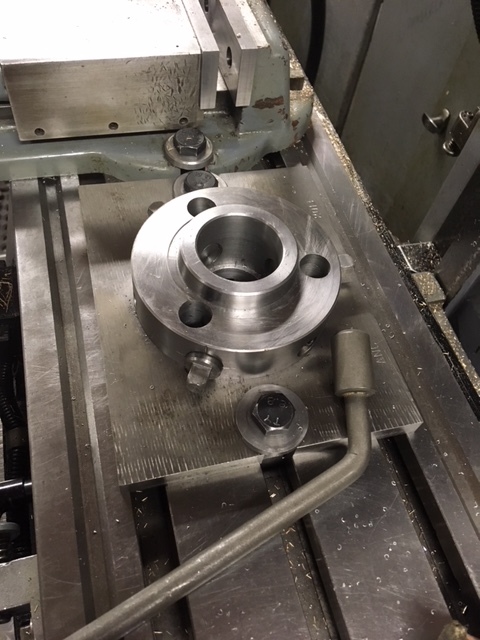
D1-4 Milling auxiliary plate used to locate the 3-jaw while machining the soft jaws. This is clocked to get the spindle concentric to the plate. Once concentric the table is moved to the desired off-set. (You do not need the auxiliary plate just clamp your chuck to the mill table and clock)

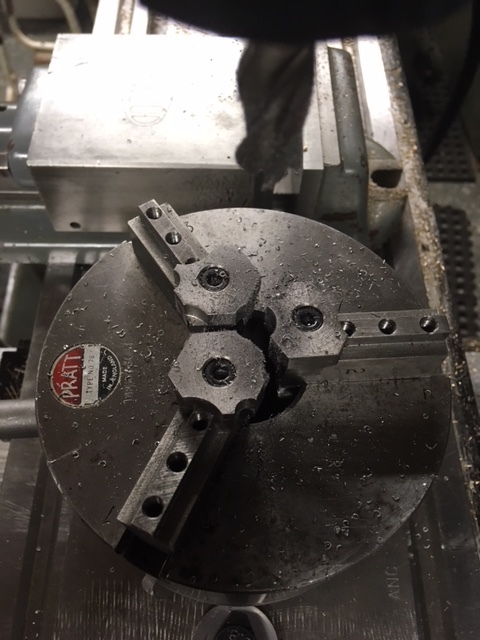
Using an end mill, the same size as the shaft diameter to be held is used to cut the jaws. The jaws are moved in using the chuck key and the end-mill is simply raised and lowered using the quill like a drill to cut the jaws. The jaws are moved in a small amount using the chuck scroll after each cut until there is enough of a diameter cut in to the soft jaws to hold the shaft diameter.

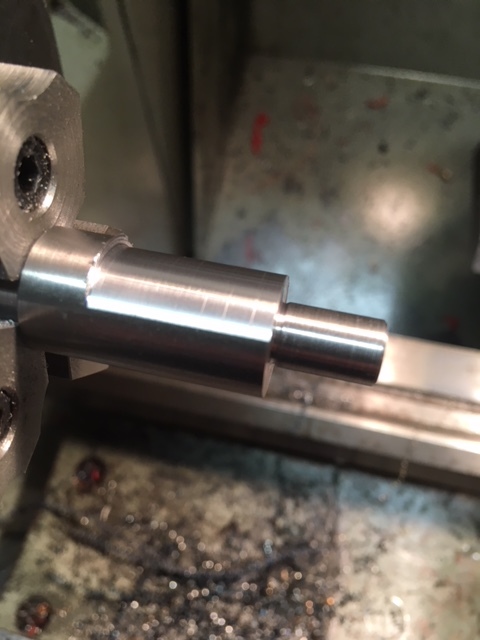
With the chuck remounted in the lathe the eccentric diameter can be machined. The photo shows the first few cuts made.
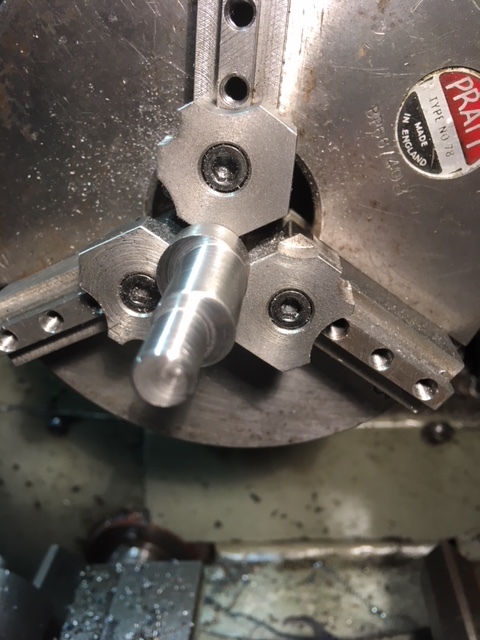
Eccentric diameter machined to required diameter. This photo also shows the offset diameter machined in to the soft jaws.
Completed shaft
Safety Note:
Normally when machining soft jaws in a lathe it is recommendable to place a piece of bar or a ring in or around the jaws and tighten. Two reasons for this, the jaws will be held secure to ensure good finish and accuracy. The second and most important if the jaws are not tightened against anything and the chuck is started at high speed the scroll can release the jaws and potential you could have three missiles whizzing around the workshop. This is especially common on old badly worn chucks. The chuck rotates but the scroll doesnt keep up and the jaws can be released. This is not just soft jaws. So never start a chuck at high speed when there is nothing clamped in the chuck.
Forgive me if I am telling you how to suck eggs.
The Home Engineer





 Reply With Quote
Reply With Quote





 and other people say "safety third=".
Toolmaker51, It could not have been said any better. And i had similar situations with glasses and eye balls but no burning flesh yet. I can't stand wearing them cause I'm limited with those horse blinders on what I can see and I almost walk into people before.= "Pin It")




")

Bookmarks