

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


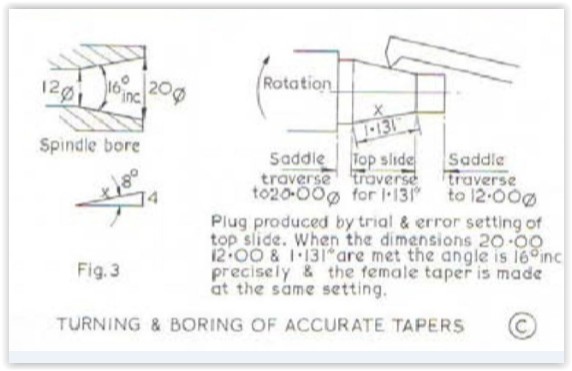
One of the many useful operations possible with a lathe is to cut tapers. These can be external or internal. Sometimes an external taper is cut and I want a matching internal taper. This article presents a procedure that requires no math or measuring to set up to cut the internal taper.
If you are interested, please see
https://rick.sparber.org/MatchingTapers.pdf
Your comments are welcome. All of us are smarter than any one of us.
Thanks,
Rick


 Reply With Quote
Reply With Quote







Bookmarks