
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

Hi All,
This is my first post so please bear with me!
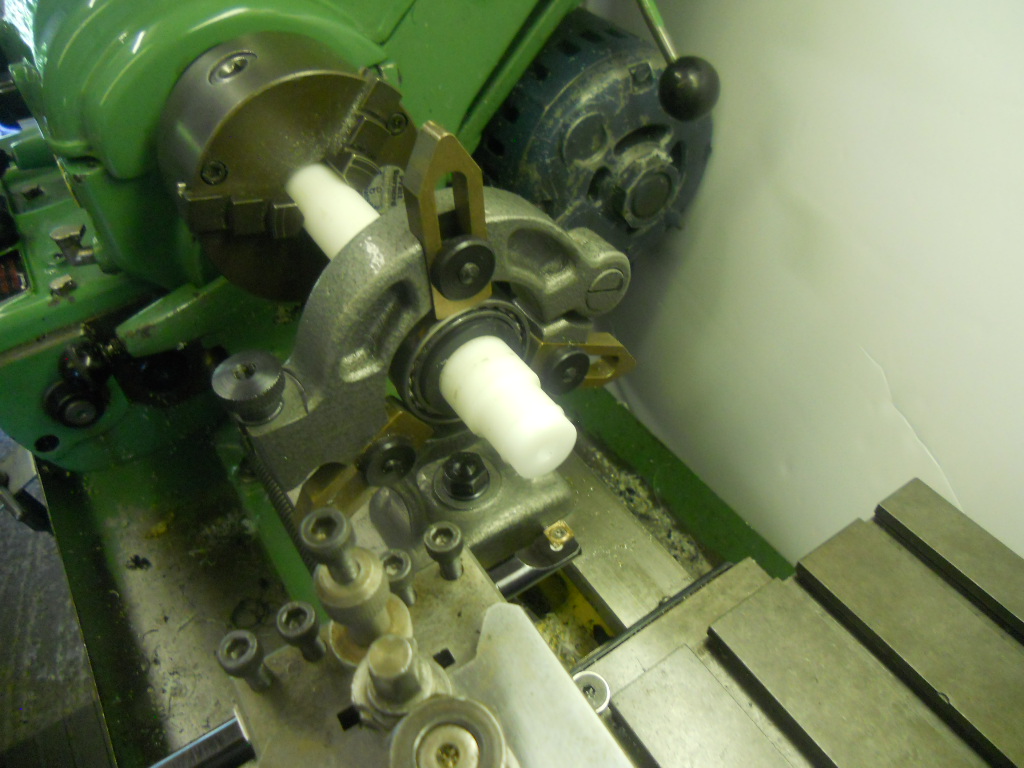
In recent years have frequently needed to accurately machine detail features on both ends of acetal (Delrin) shafts. The rod diameter is too large for the spindle bore, so the fixed steady was used. Obviously the three steady jaws cannot run on the workpiece, so a suitable bearing was used with a turned rigid PVC collar bush which was a push fit on the workpiece and on the inner race of the bearing - though not too tight a fit as the parts have to be separated afterwards without causing damage! The fixed steady jaws contact the outer race of the bearing. A dti can be used to centre the workpiece accurately as per usual method, when required. It would be better if the collar bush had a flange to prevent swarf getting into the bearing, and the o.d. of the flange needs to be slightly smaller than the o.d. of the bearing. I have set this up to show the principle only, using bits lying around. When I made the precision prototypes, the full length of the workpiece o.d. was machined to close tolerances and had various detail features of different diameters, so a number of collar bushes were required to complete the part.
The photo might help to make the set-up clearer. I hope this is of help to someone sometime!



 Reply With Quote
Reply With Quote










Bookmarks