 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksI have a question does anyone have a chart to tell you how deep to cut threads when threading thanks



I have a question does anyone have a chart to tell you how deep to cut threads when threading thanks

Seedtick (Jul 29, 2018)



We don't need no steenkin' charts.Originally Posted by brown220

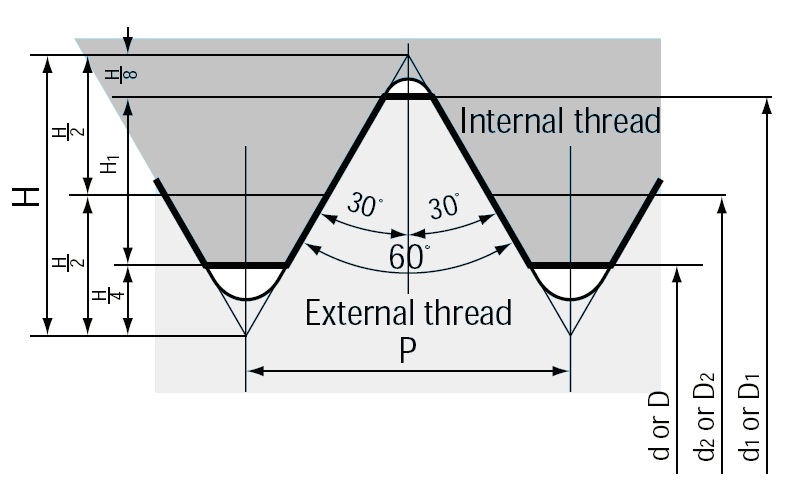
The depth of thread (DOT), sharp tip to sharp root, for a 60 degree thread (e.g., SAE and metric) of pitch P is given by...
DOT = sqrt(3) * P / 2 = 0.866 * P
although, if you're doing precision work, you'll want to learn to use thread wires.
If you angle the compound, as some do, remember to account for that when translating this DOT into compound infeed.
Or, get the full picture - download my program, DOT, from my website and it will do all the dirty work for you.

Last edited by mklotz; Jul 24, 2018 at 04:01 PM.
---
Regards, Marv
Failure is just success in progress
That looks about right - Mediocrates
DIYer (Jul 25, 2018), Jon (Jul 24, 2018), Moby Duck (Jul 24, 2018), NortonDommi (Jul 27, 2018), Paul Jones (Jul 23, 2018), PJs (Jul 25, 2018)

Commercial Fishtail Thread gages have the double depth of common threads etched on the surface.
Not as accurate as wires, but good enough for government work.
PJs (Jul 25, 2018)

As Jim said, the chart is on the threading gauge.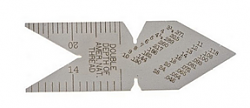
This chart is quite useful for fast reference -
http://www.oldmansshop.com/downloads...ding-guide.pdf

You should note that Marv carefully specified a sharp "V" thread. The 0.866 number is the cos of the sharp 30 degree angle. However, unless you are a steam fitter, that thread is hardly used anywhere. (neither Imperial or Metric) The sharp "V" is almost an interference fit (if not carefully set-up), or at least, is a very high friction fit. In addition, the sharp "V" at the top is easily damaged and the sharp "V" at the bottom may break or dull the threading bit. Common threads create a flat at both the top and bottom of the thread. It is more rugged, not damaged as easily, is a looser fit, and the threading tool will last longer and is more tolerant of various skill levels. The double depth dimensions on the fish above are based on 0.6495 x pitch which is the correct height (for Imperial threads) with the flat (.125 x pitch) at the top. I think metric uses 2 heights . Max depth (0.703 Pitch) and min depth 0.685 Pitch). They both have a flat at the top but the larger dim assumes no flat at the bottom.
If the pic won't enlarge just goggle something like "ISO Uniform thread". Both Imperial and metric use a modified thread form now days. The sharp "V" is about the only thread form that is leak resistant but it is so problematic, and there are such good sealers, it is rare to find it.
Last edited by Saltfever; Jul 25, 2018 at 02:05 AM. Reason: changed pic
DIYer (Jul 25, 2018), metric_taper (Jul 25, 2018), NortonDommi (Jul 27, 2018), PJs (Jul 25, 2018)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote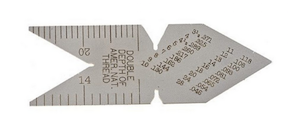

Bookmarks