 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksHello Toolmaker51:
The drill motor only has a 1/4" chuck and I have only used it to tap in plastic. It will tap 1/4-20 through 1/4" PVC just fine. I might have tapped 8-32 in steel, but I don't remember.
Carl.




Hello Toolmaker51:
The drill motor only has a 1/4" chuck and I have only used it to tap in plastic. It will tap 1/4-20 through 1/4" PVC just fine. I might have tapped 8-32 in steel, but I don't remember.
Carl.


That limitation doesn't detract from the design and reversing mechanism. The benefit I see is not requiring or obstructing a machine spindle; whole thing could be purpose-built; and there are a LOT of more powerful suitable motors. That creates options in the various chuck mounts.Originally Posted by carl blum

Any bench tapping I've used were suspended by a parallelogram maintaining tool perpendicular to work surface, nice but a lot of motion navigating hole to hole. Most tapping is a couple fixed locations on successive parts. Moving the part to a specific location needs no [or very little] coordination.

Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
My favorite "tapping" machine are the large radial arm drill presses. You clamped your part to the table once and you could drill, countersink and tap in one setting. No fancy tapping head, we just clamped the taps in the 3/4" Jacobs drill chuck. When the tap slipped in the chuck we put in a new sharp tap. One lever would switch the rotation from CW to CCW-fast so the taps would back out quickly. One day I tapped one hundred 5/8" hole in a bolster plate.

Toolmaker51 (Nov 23, 2022), uv8452 (Jul 13, 2023)
Radial drills are good machines to run large taps, and with the right Morse Taper adapter, they can run small taps just as easily.
I know it's common practice, but I won't run a tap in a drill chuck. Seen too many instances of jaws in bad shape for drill holding, it's nearly always due to spun taps,not drill bits. Good modern chuck brands are easily rebuilt and jaws replaced, good old chucks have rare parts, all involve time off a paying job.
Swapping a drill for a tapping head takes seconds. A bit of planning, (allowing enough daylight,aka work clearance, for the swap) makes it happen. Many radials have feed rates keyed to thread pitches, a tap runs best fed at it's rate of pitch (rigid tapping). A tapping head allows the tap to self feed, the real advantage is they are geared to back out at increased RPM with out a speed change of spindle.
Every job at hand would determine whether to drill and tap while in position, or prep all the holes with drill and countersink, then run the tap. On a radial drill, for me, this is the more frequent plan with less tool handling, speed changes, chip removal, coolant adjustments, etc.
There are so many variables, literally impossible to state one plan and tooling combination is more favorable than another.
Last edited by Toolmaker51; Nov 23, 2022 at 06:58 PM.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
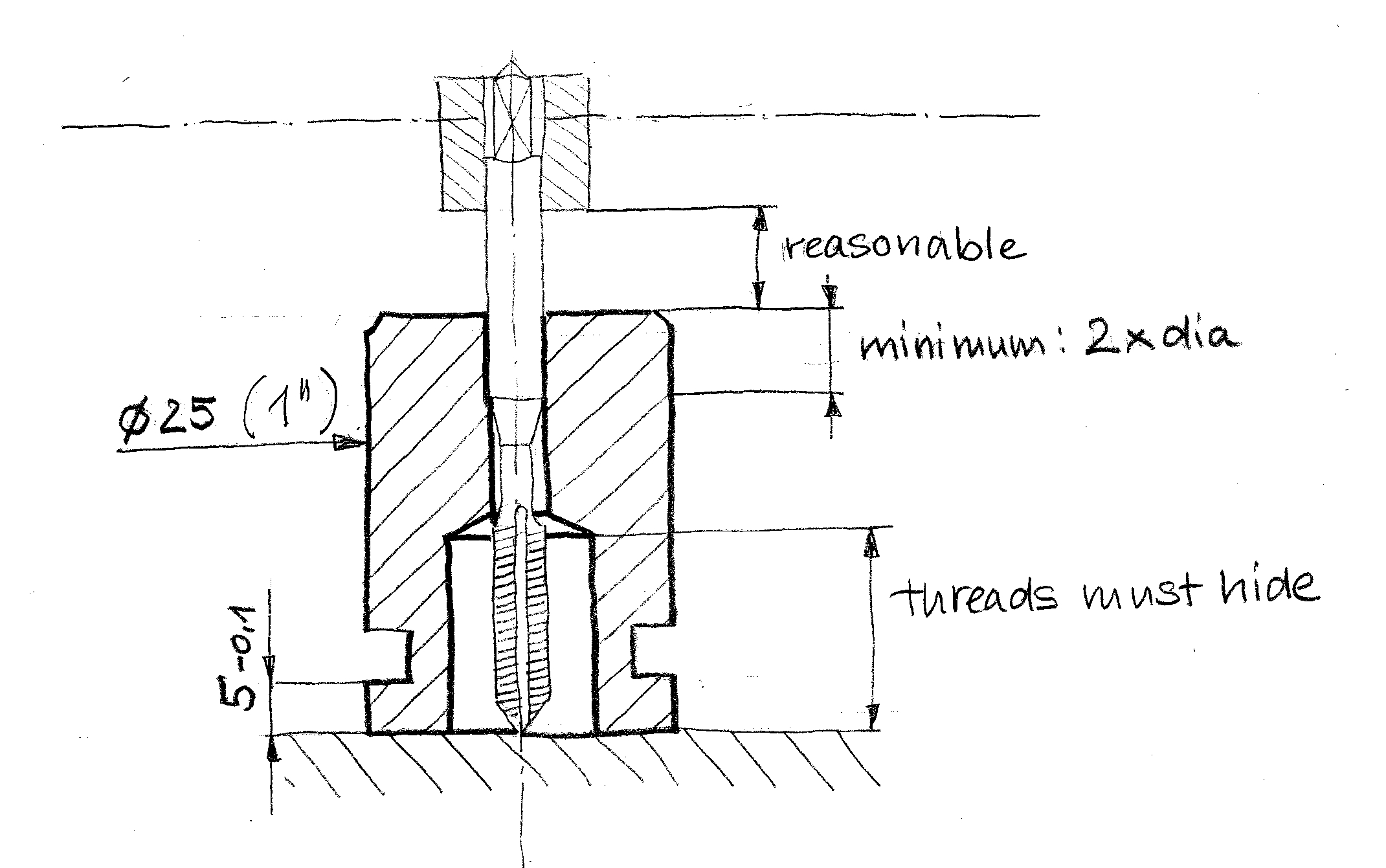
"A V-groove on the bottom of the base allows the tool to be used on shafts and cylindrical work ..." That is an important feature. Thank you.
The tap guide can be simplified to:
The bore for the tap's shaft is reamed.
The grove near the bottom permits clamping to the work by a forklike 'thing'.
A little play is necessary to permit a compliance in X and Y.
Very practical: Each tap has it's own handle and it's own tap guide and is stored as such. (except the sets of 3)
Last edited by uv8452; Jul 13, 2023 at 10:54 PM.
Toolmaker51 (Jul 14, 2023)
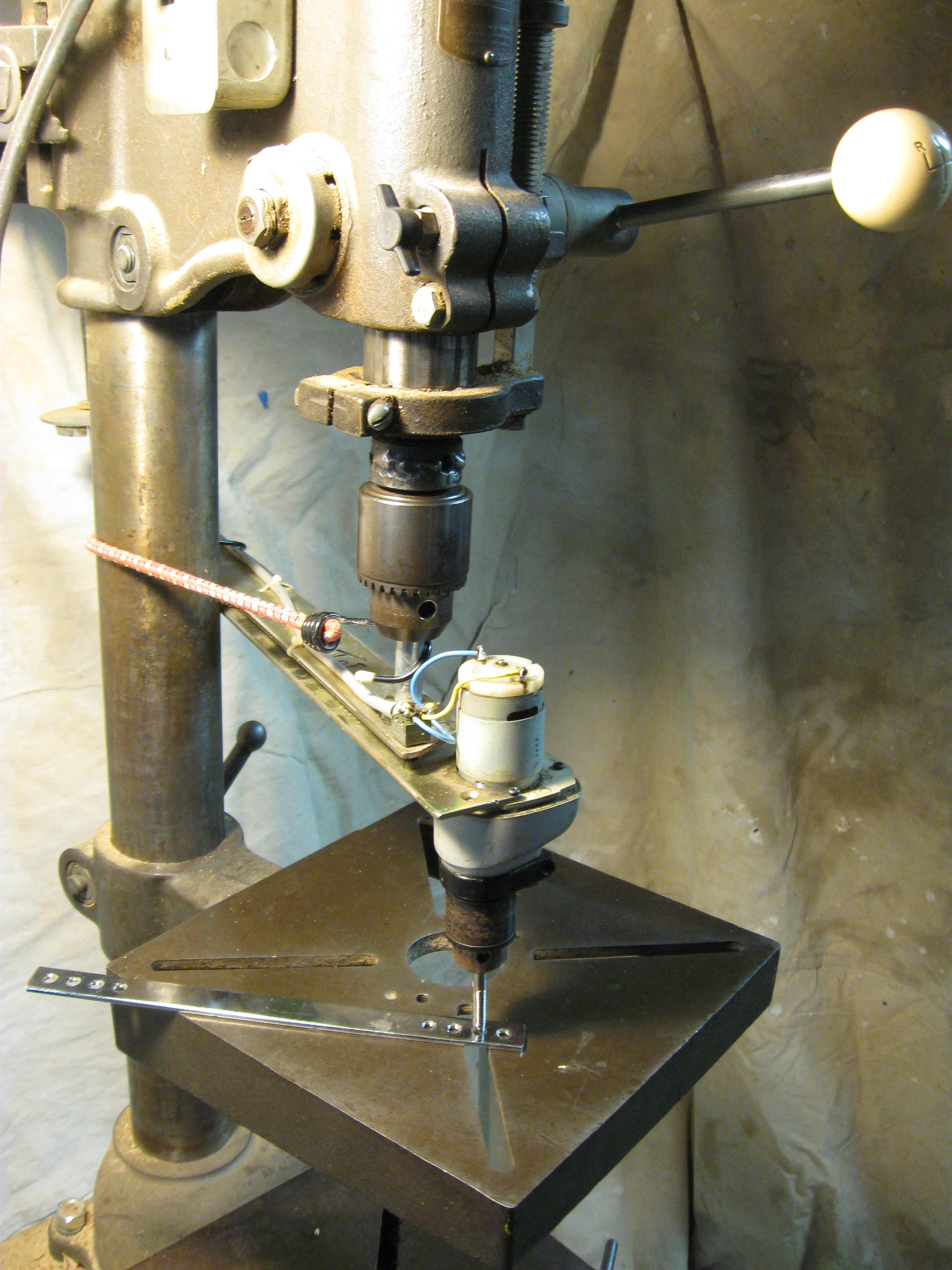
Hi: Here is a photo of my Funky Power Taper:
It has tapped hundreds of holes. Carl.
Dollar Bill (Jul 19, 2023), Toolmaker51 (Jul 14, 2023)

Thanks carl blum! We've added your Power Tapper to our Tapping and Threading category,
as well as to your builder page: carl blum's Homemade Tools. Your receipt:
New plans added on 01/03/2025: Click here for 2,682 plans for homemade tools.
Hello Toolmaker 51:
Sorry, the funky tapper won't hold a 3/8" tap, the drill chuck is only 1/4". The aluminum tap guide can hold 1/2" taps, perhaps larger.
Carl.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote

Bookmarks