
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
After broaching the square in the adaptor to drive my slip rolls via the industrial clutched sewing machine motor setup. The keyway and key needed to be cut and made. Link to motor set up: Powering homemade sheet metal tooling (Table and motor arrangement)
Broaching link: Broach square holes with D-bit
Homemade slip rollers link: http://homemadetools.net/forum/sheet...553#post143087
This post covers the adaptor bush completion and the making of the key.
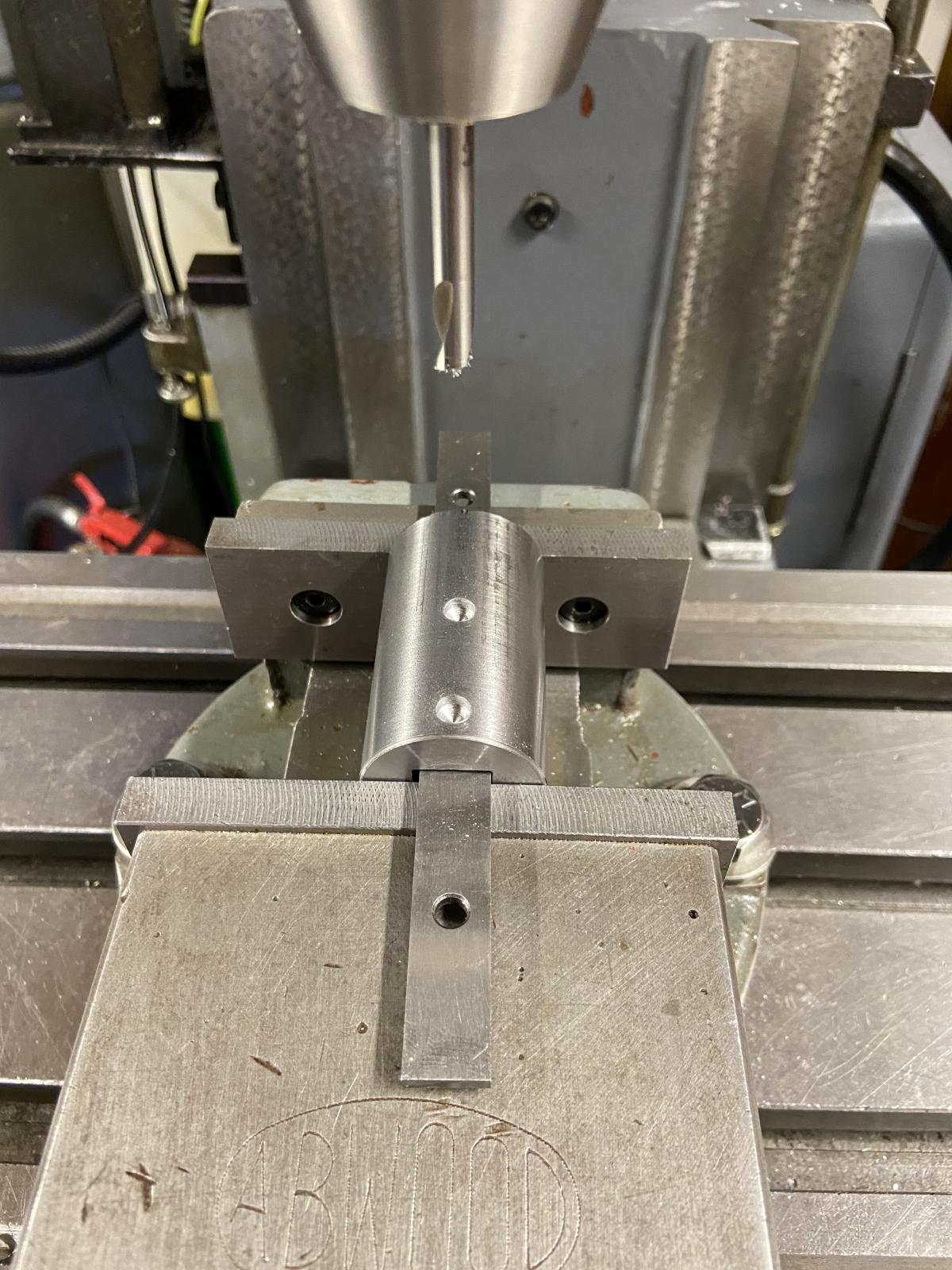
The taper lock pulley and bushed arrived so the first process was to cut the keyway. The adaptor bush was set up in the mill vice and to ensure the orientation of square to keyway position a parallel was used to align.
Parallel used across vice jaws
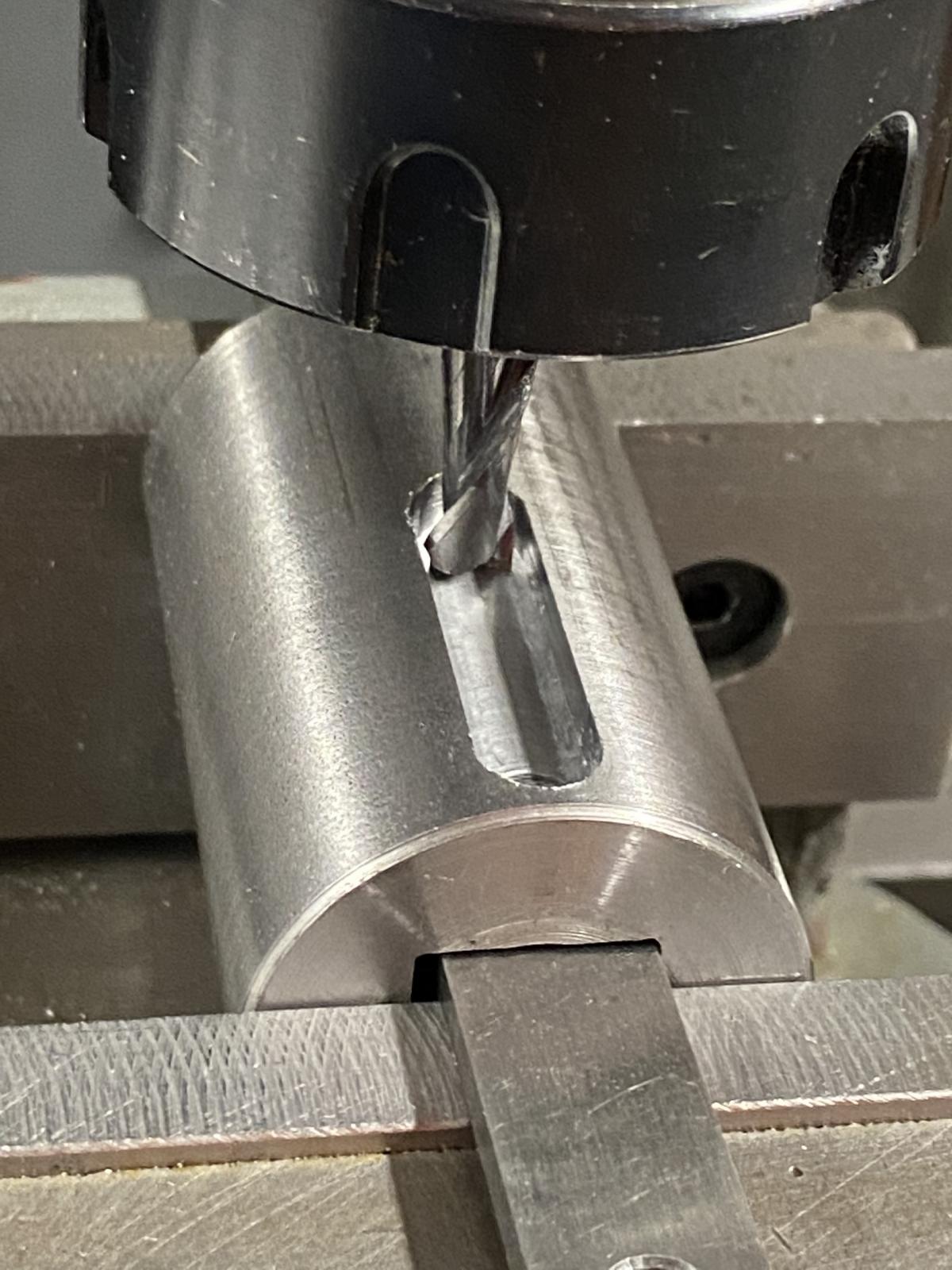
Roughing out keyway

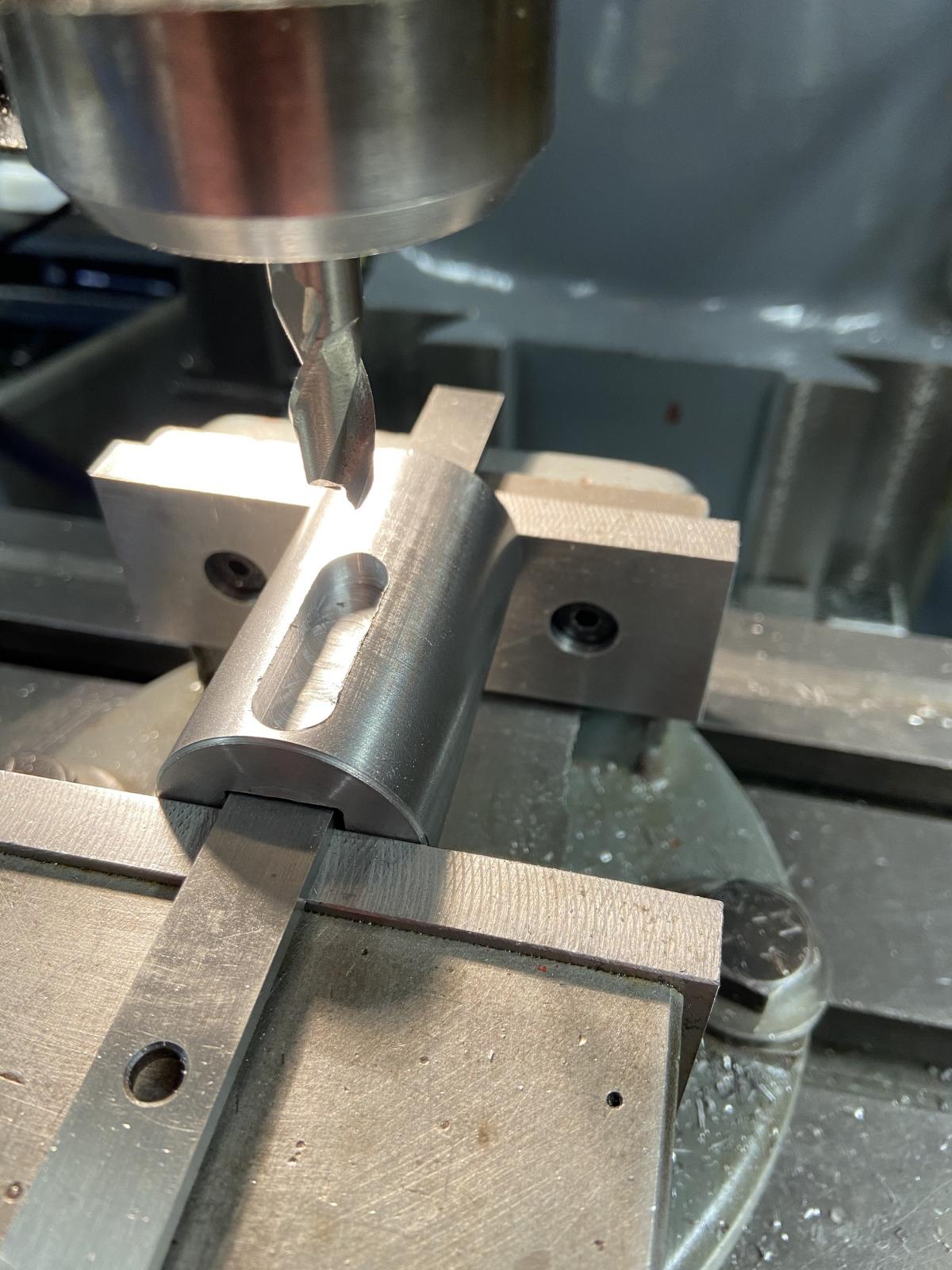
Finished keyway
After milling the keyway this was then used as a gauge to make the key.
The key was made from a piece of 3/8" square steel cut just over length and ends filed to full radius.
One end filed.
The machined keyway used as a gauge to check fit.
I machine a screw in the middle of the key to aid removal.
The key is pushed into the keyway and this highlights the tight spots once removed.
Witness spots identifying high spots on key.
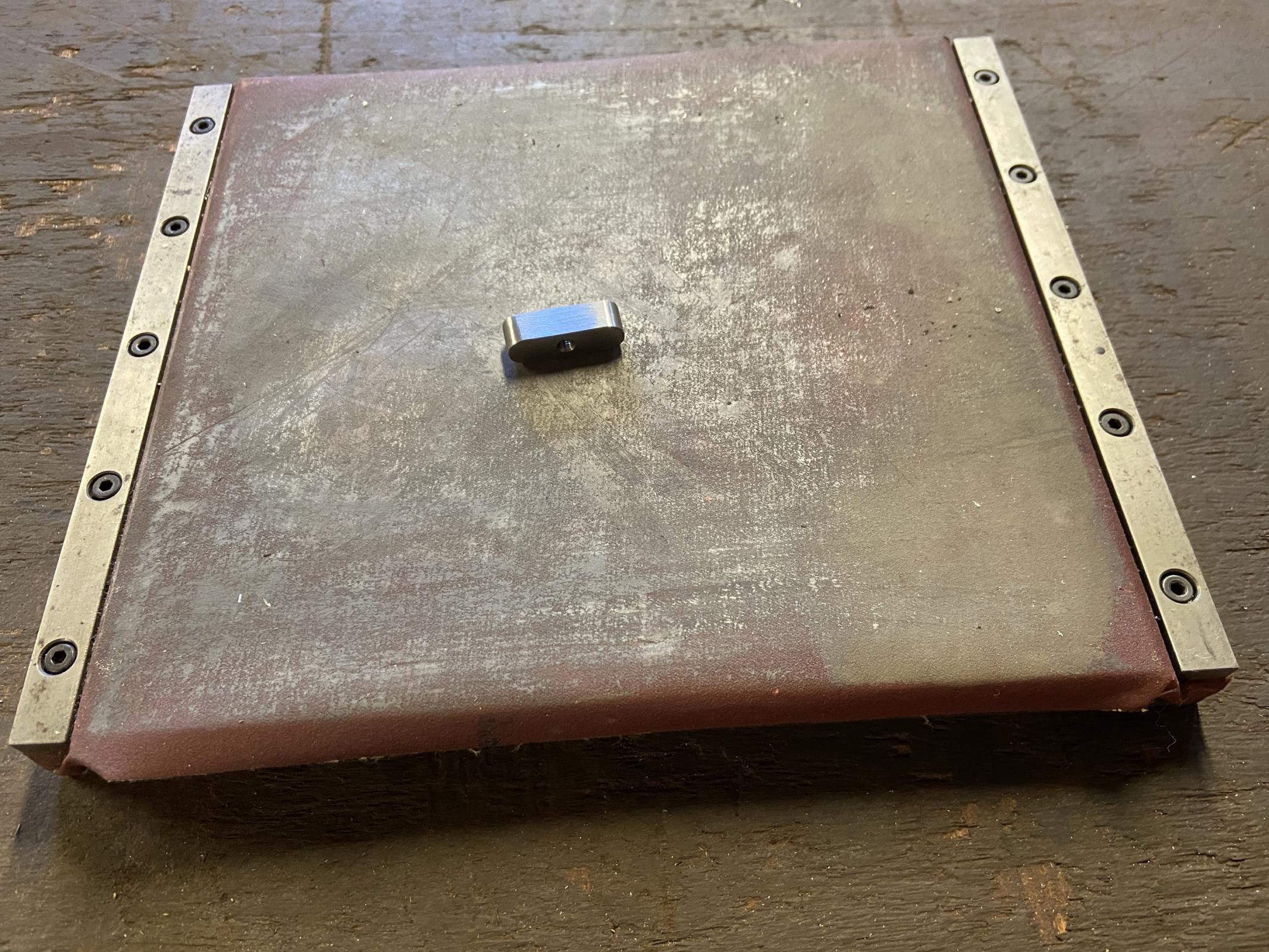
The high spots are removed on the homemade lapping plate.Link to lapping plate: Recycled steel if you can find any.

Taper bush and adapter
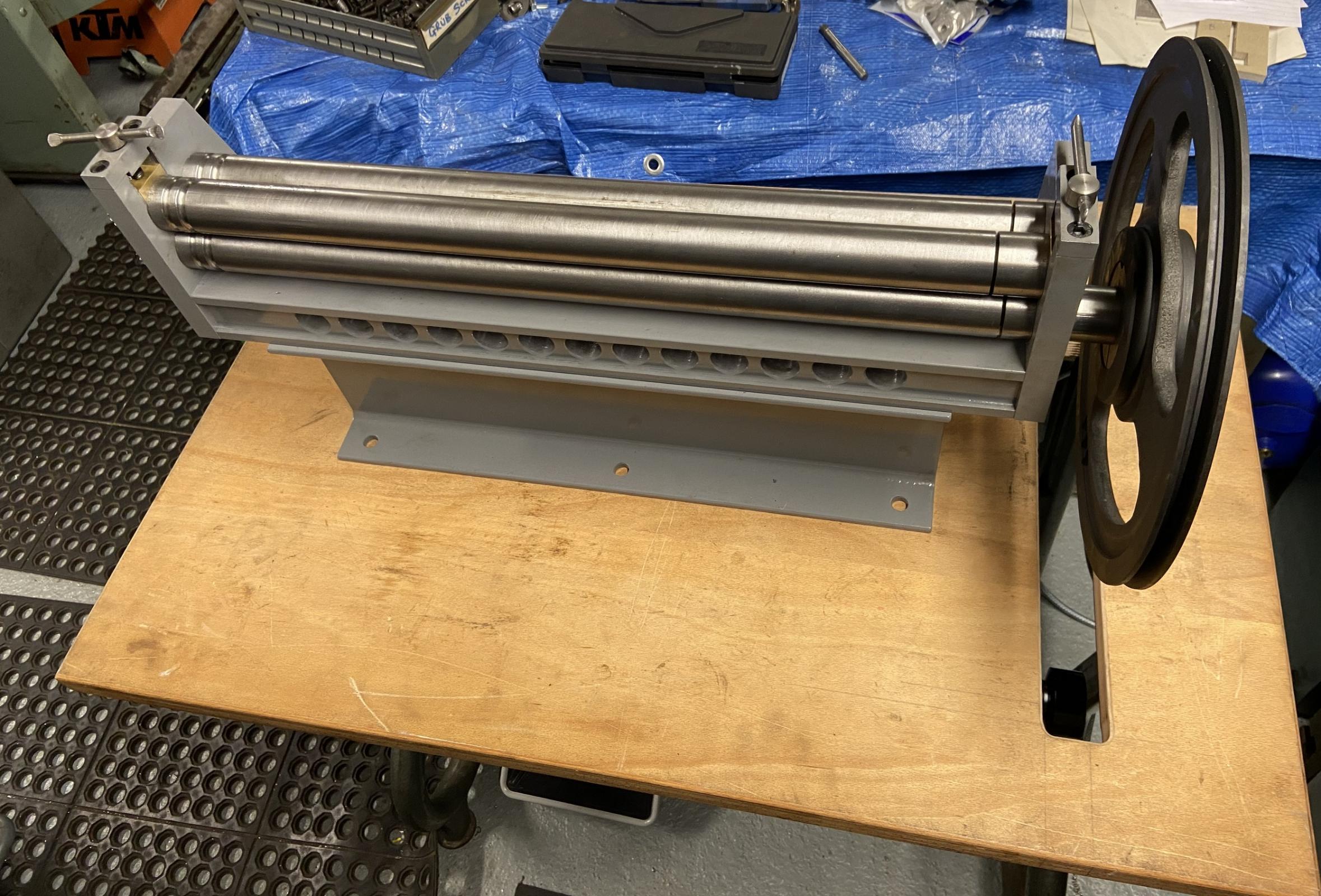
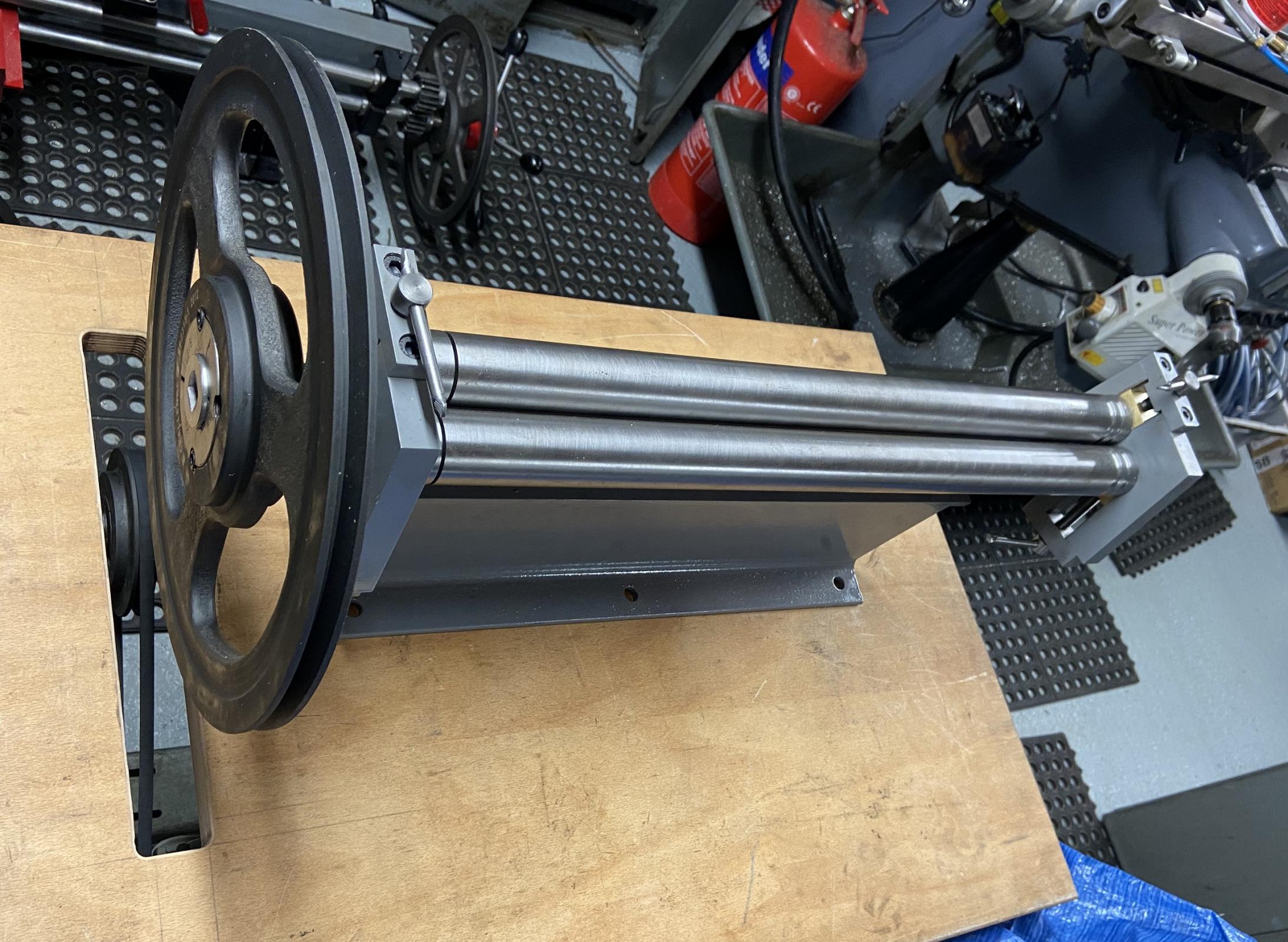
Completed assembly ready to fit to slip rollers.

Pulley pushed on slip rolls waiting to be positioned correctly and bolted to table top via M8 prong tee nuts.
Thank you for viewing
The Home Engineer











 Reply With Quote
Reply With Quote






Bookmarks