

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


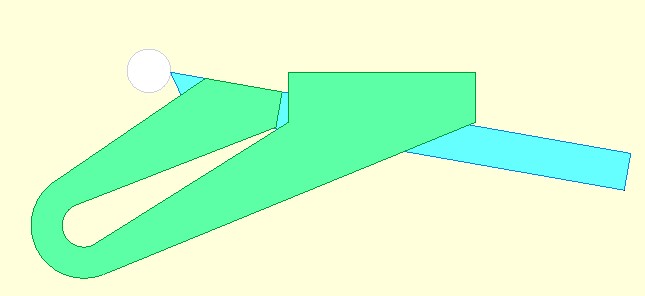
This is the second version of my spring cut-off tool. This design moves the point of flex toward the point of cut which makes the tool retract more under load. The concept is fairly easy to understand (see part one) but the amount of flex and where it flexes is a bit of a guess. I've used the tool at various speeds, feeds and diameters and it seems to be fairly forgiving. I like it!


 Reply With Quote
Reply With Quote








Bookmarks