

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


There are special machines for this and not a problem for CNC users but a difficult maneuver in a manual engine lathe.
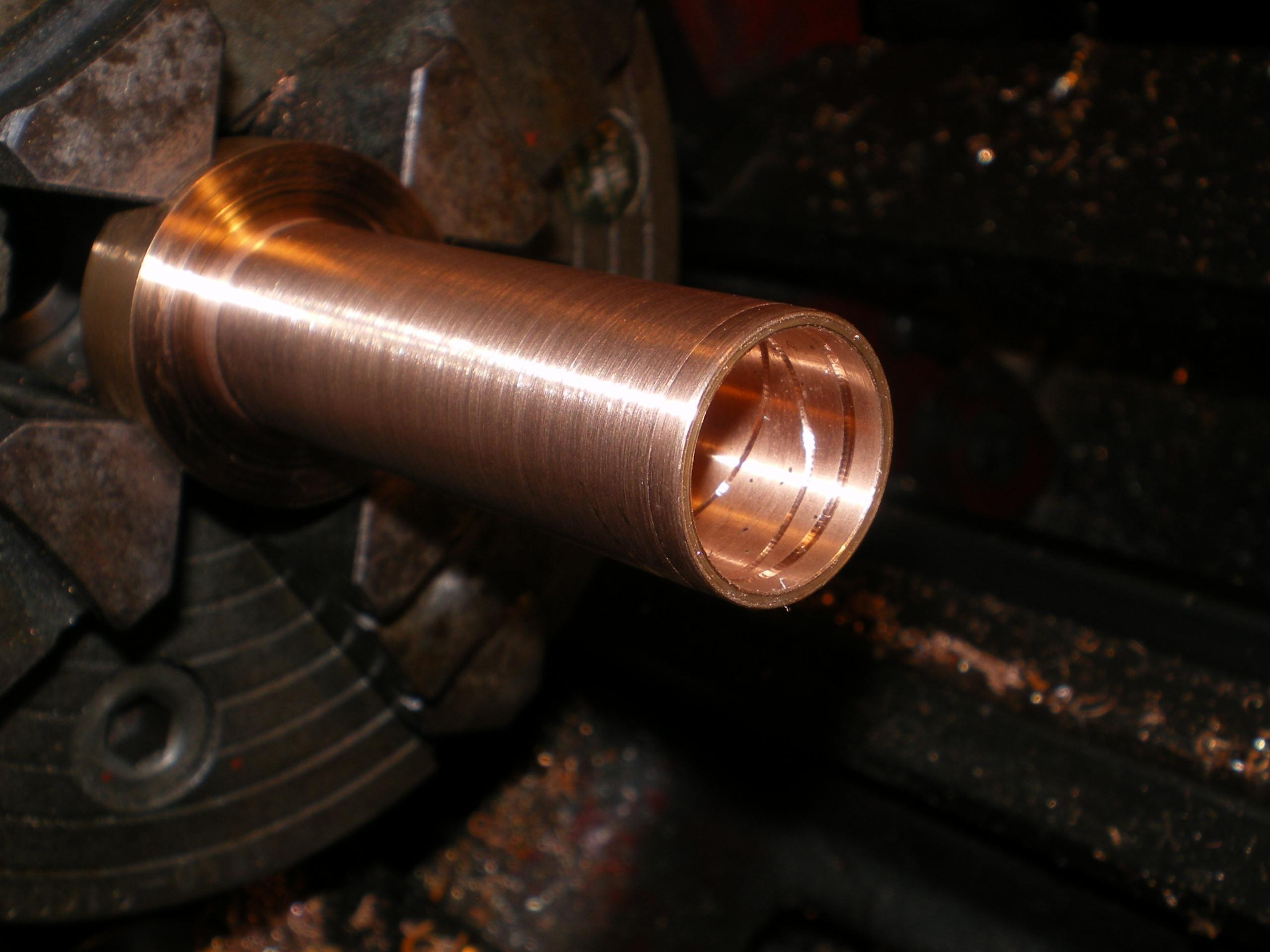
This is my rough and ready solution, two carriage stops are required for start and end positions ( you could use the tailstock as a backstop) and two grooves are cut a small distance into the bore at these positions .008 cut is usually enough for a pre finished bore left a few thou under-size, you can of course run the groove right through if that suits.
The lathe is put in its slowest speed and the tool is then positioned in the first groove and the saddle is wound in and out by hand as quickly as you can between the stops, you only get one go at this but it has always worked for me.
The last few thou is then removed to finished size. You can apply this method to a finished bore but it will need lapping to remove burrs (unless its reamer size) and I am reluctant to do this in soft metals as the abrasive will embed into the bushing.
It is possible to use a reverse gearing set up to drive from the leadscrew and I tried this once but it puts a lot of strain on the half nuts and the mandrel speed is far to slow.
Hope this helps anyone who has a need for this.




 Reply With Quote
Reply With Quote
Bookmarks