
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
This is a tool i use when spinning on my Colchester Student lathe. The photo below shows the external tool, when it comes in contact with the material the steel diameter rotates as it is on bearings as you force the sheet material over the former.

This is the tool I use on internal diameters
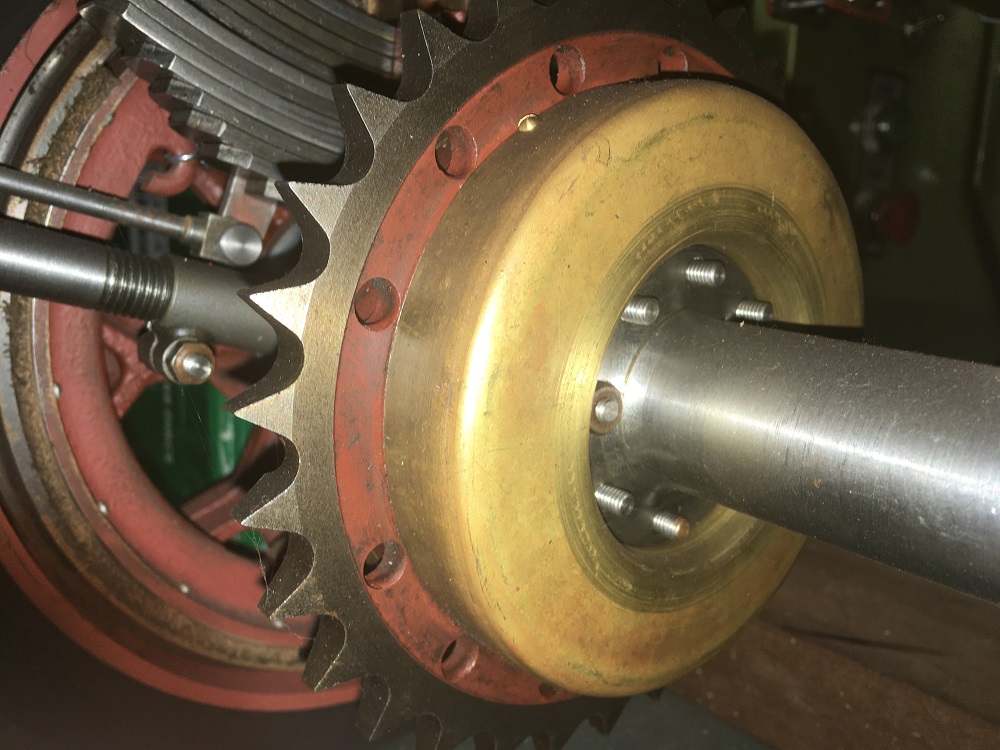
The photos below show the former's I had to make to produce the differential brass covers. The first thing was to cut the material into a washer shape and anneal. The material then has the internal diameter pressed on the hydraulic press to deform the material with two passes so the material doesn't crack (two different diameters on the press tool) annealing after each pressing. The die is then transferred to the lathe and the work piece is then trapped between the two former's (pressure turning)Basic setup and method for pressure turning in the lathe. The external spinning tool is then forced into the material to flow over the former while the lathe is rotating at about 400 RPM. (several times being removed and annealed to prevent cracking) Once over the former both the internal and external lengths are trimmed (part off to desired lengths) The internal diameter dimension is first trimmed as a jubilee clip holds the work piece to former. and then pressure turn so the external can be cut.
The former's are rusty as this job was done several years ago and they have just been under the bench.



The photo below shows one side of the diff with the completed brass cover in place.
The photo below shows another spinning I made which is a 10" diameter cladding clamping ring
Thank you for viewing
The Home Engineer









 Reply With Quote
Reply With Quote





Bookmarks