
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



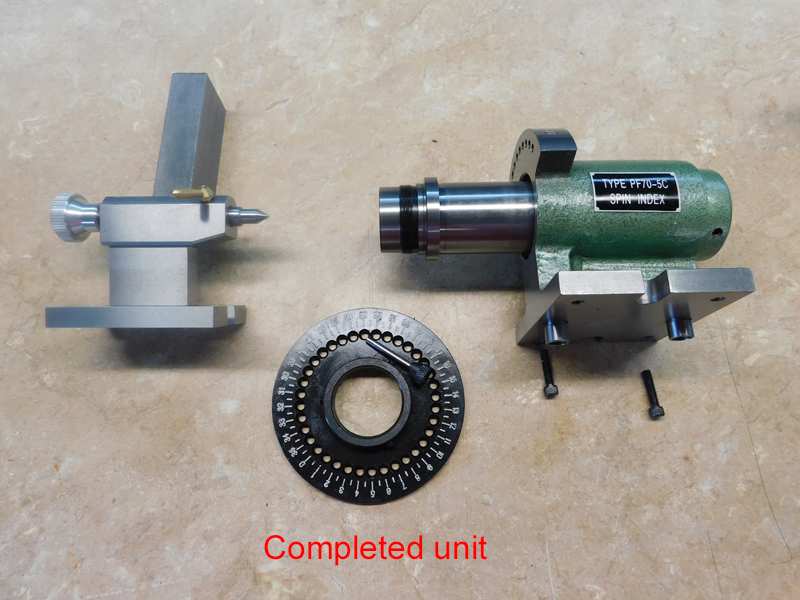
I was in the shop browsing the web a few weeks ago looking at one of those cheap made chineez Spindexes and thinking one of those would come in handy for quick little setups once in a while plus there dirt cheap, about that time the wife came in and sat with me and asked what was I looking at, so I told her what it was and what it was for, well the next thing you know its Christmas morning and low and be hold Santa Clause came down the chimney and put one under the Christmas Tree, (whata wife)
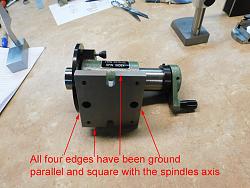
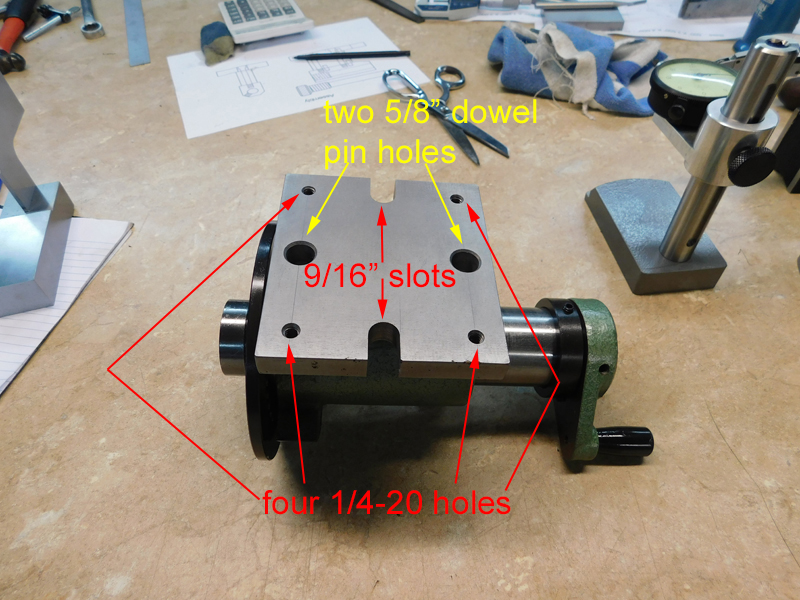
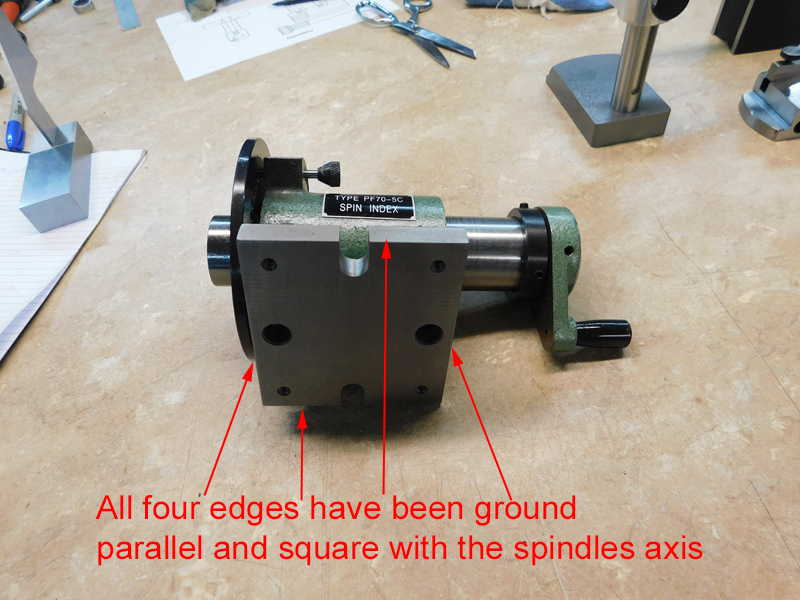
It looks really nice but the best thing is the spindle fits the bore of the housing within tenths! I must have gotten a good one (well almost) so just for kicks and giggles I took it apart just to see how accurately it was made, I put it on the surface plate and checked the parallelism of the spindle with its base and it was high on one end .007 so I sat it up and reground the base, its now within .0003, next I checked both faces of the housing to see if they were square with the bore, they were both out .004 so back to the grinder I went, theyre now within .0003, so while I had it all apart I thought I would machine and grind all four edges of the base beings they were not machined just painted, I thought this would make it easy to line the fixture up against a stop or a rail on the mill or surface grinder, I also tapped four 1/4-20 holes one in each corner just for the heck of it, I milled two 9/16 slots in the sides of the base for T-Nuts and drilled and reamed to 5/8 dowel pin holes in line with the spindles axis for locating the fixture in the T-Slots on the mill table, this way the spindle is in line with the machines axis, you can see in photos 1 & 2 what I did, (this complete ordeal took all day)
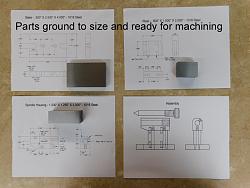
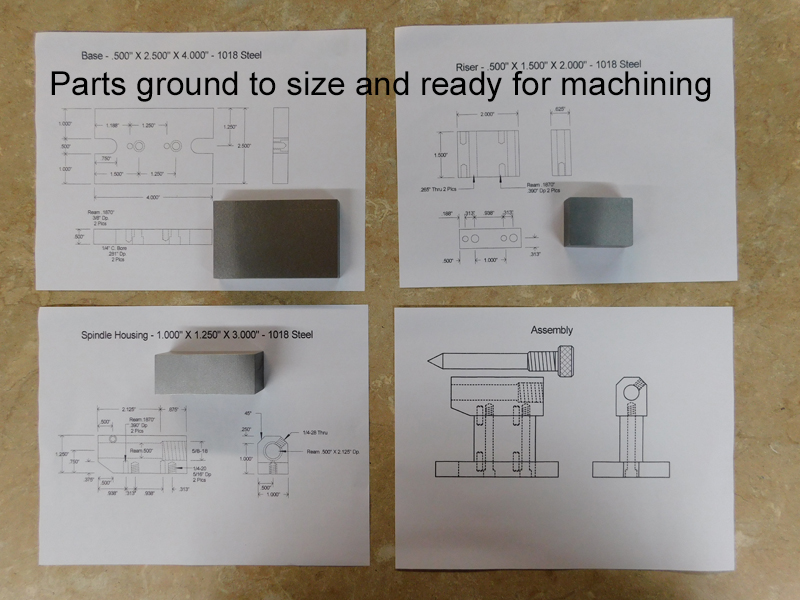
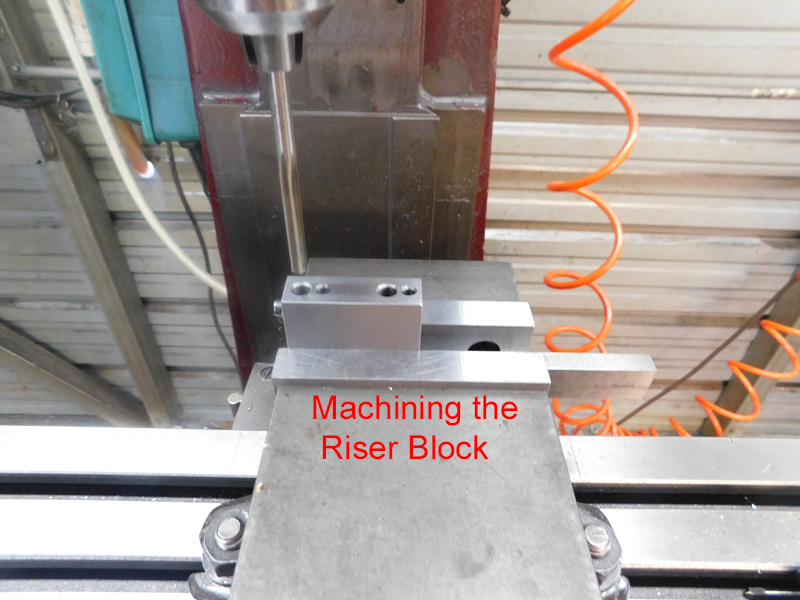
After I got all that taken care of I was thinking a Tail Stock would be a really cool addition for this thing, especially when you working with something long that has to be supported on the opposite end of the Spindex, to give an example you could cut a gear thats made directly onto a shaft, you could cut splins and gears, you could drill holes that has to be precisely indexed plus machine squares, hexes, octagonals Etc. this would really extend the Spindexes capabilities, so I sat the Spindex on the surface plate and established the center height of the spindle, I then came up with a design that I thought was pretty straight forward and simple, it has a slotted base for bolting down on the mill table with a hardened spindle thats threaded for adjustments plus a spindle locking lever on the side, the spindle is made from 4140 Pre-Hard Steel with a 60° point, that point was then fully hardened, the rest of the tool was fabricated from pre-ground 1018 Steel and brass, its assembled with dowel pins and socket head cap screws, after all the work put into both pieces I got a pretty nice little setup, I have included some photos of the modifications to the Spindex and photos of machining the Tail Stock
As always thanks for looking and happy machining
Doug


























 Reply With Quote
Reply With Quote

Thanks,
Uncle "Pin It")






 PJ
PJ


Bookmarks