
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Thanks Marv. Because of this posting, I purchased an inside micrometer 5mm-30mm. It arrived yesterday. I don't know about it's measurement quality. It was a bit on the cheap side at $22 from a US eBay seller. Specs say's .01mm accuracy, but I'm not seeing that with the friction thimble. And the feel is not something I like. It's almost like the anvils are too compliant as I can get .03mm of indicated variance with my current finger pressure feel.
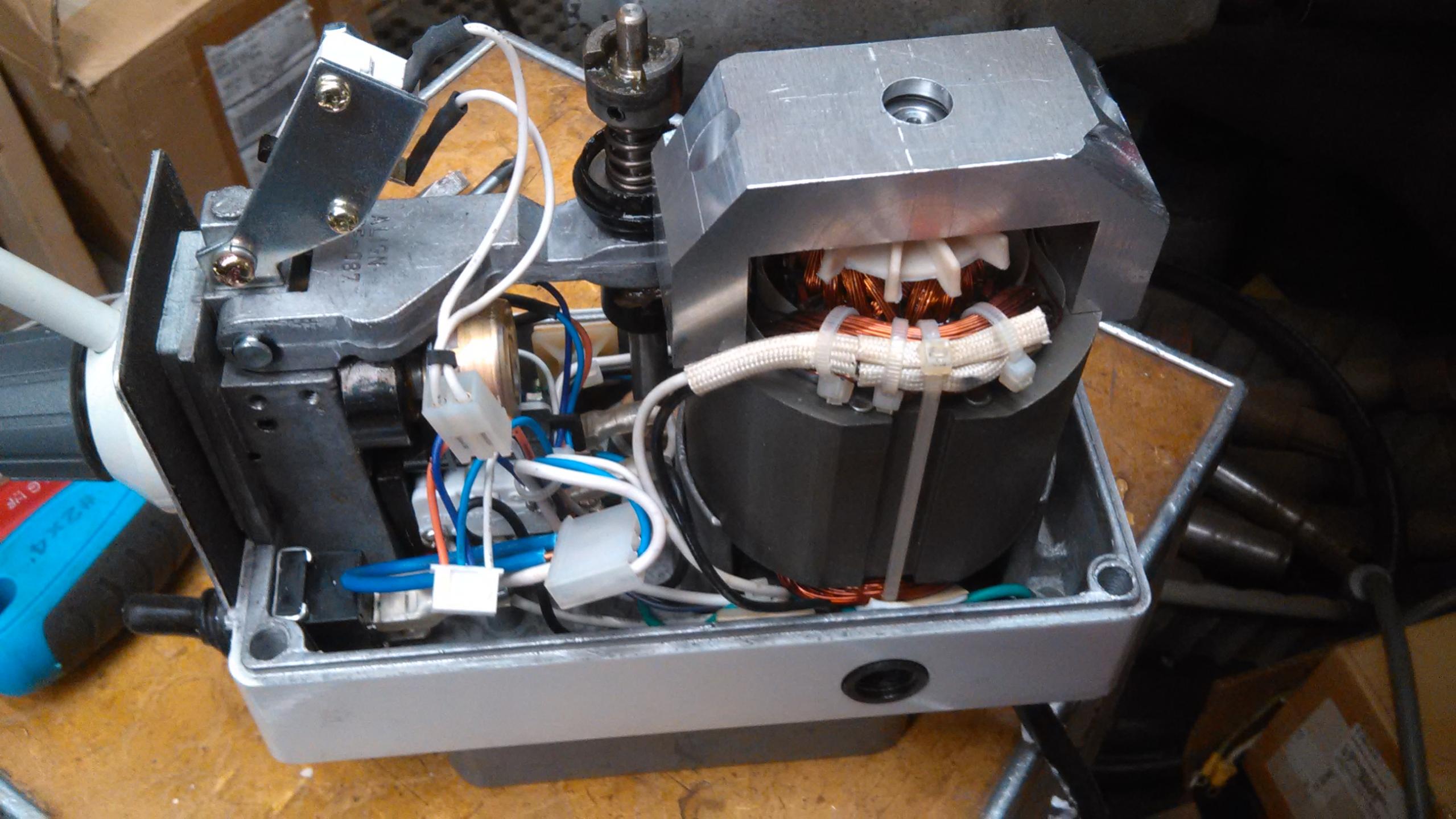
My need was also part of a project for a 22mm OD ball bearing fitment. Looks like I made an oversize bore of 22.05 (if I trust this micrometer for those that think SAE, that's .002 over), I wanted a slip non press fit. The bearing is on a universal motor that can spin pretty fast, so I hope the bearing does not spin and make shrill noises. It was a boring head operation in the vertical mill, I thought I was sneaking up on it, but overshot. This project is to modify a milling machine table feed to incorporate an encoder speed sensor on the motor shaft. I'm trying to improve the feed speed, as the usable sweet spot on the potentiometer is very narrow. The current method is phase control SCR circuit with no feed back. I just recently fell into the Arduino HOLE, and this seems like a fun project to fix a long term annoyance.


 Reply With Quote
Reply With Quote









Bookmarks