

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Here is the latest project for the shop. I have a good single bit fly cutter with an r8 shank that works great
in my mini mill. It was built using Rossbotics plans:http://www.homemadetools.net/forum/f...585#post124734
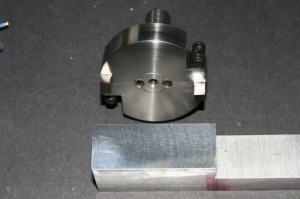
I wanted to make one a bit larger and with two bits to see if it would provide an even smoother cut.
Well this is the result and it provides a glass smooth finish, at least by touch. You can still see tool marks but you
can not feel them. This may be my best fly cutter for a smooth finish.
It is 2.5" in diameter with a 5/8" shank. The shank is drill rod and the fit is interference by about .002".
I wanted to make sure it would not turn on the shank so I added two set screw cotters. The cotters
are 1/4-20 and secured with blue loctite. As Tom Lipton says, "nothing built too strong ever broke".
https://www.youtube.com/channel/UCZC...yjrKT4OZne-JNw
The cutter disc was placed on the shank prior to final finishing on the lathe. Lathe bits are 1/4" and are a slip fit in the grooves.
10-32 allen cap screws secure the bits. The cutter disc is .750" thick and made from a chunk of hot rolled steel. Having a square 5C collet block really helped to get all of the milling and drilling lined up.
I think it should out last me!
Cheers, JR


 Reply With Quote
Reply With Quote





Bookmarks