

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

 and #80 (0.0135" = 0.34 mm) or less. Two requirements for these near-microscopic buggers are speed and feel.
Drills this size need to turn FAST. Assuming 200 SFPM in brass, recommended speeds are 20 KRPM (#60) TO 55 KRPM (#80). Since these tiny drills can't clear swarf easily, frequent "pecking" "Pin It")
Making holes with tiny drills isn't easy. [For purposes of this article I'll define "tiny" as between #60 (0.04" = 1.02 mm) and #80 (0.0135" = 0.34 mm) or less. Two requirements for these near-microscopic buggers are speed and feel.
Drills this size need to turn FAST. Assuming 200 SFPM in brass, recommended speeds are 20 KRPM (#60) TO 55 KRPM (#80). Since these tiny drills can't clear swarf easily, frequent "pecking" (pulling the drill from the work and then reinserting it in the hole) is required. Pecking frequency recommendations vary but I find that pecking every drill diameter of depth seems to work well however this can depend on the material being drilled. Pecking requires that you be able to "feel" what the drill is doing. If you peck with a 1/4" drill you can, upon reinserting it in the hole, immediately feel when the drill touches down on the bottom of the hole being drilled. With tiny drills that feel is much harder to establish. The tool described here addresses the "feel" problem.
Numerous tiny hole drilling options exist. If you drill a lot of tiny holes, it may be worth investing in the tool designed for this job, the Cameron micro drill press...
Cameron Micro Drill Press New 214 Series - 214-A1 - Penn Tool Co., Inc
Having seen these demonstrated at machine tool shows, I can testify that they're superb machines and can drill tiny holes on a production basis. Trouble is, at $1200 a copy for a machine that has only a 5/32" chuck, there's few of us amateur machinists who can justify buying one.
Many of us have Unimats. They can't reach the speeds mentioned above but they can go fast enough to make using these tiny drills possible. The problem is that, in drill press mode, the entire motor/pulley assembly moves with the spindle when the feed handle is depressed. All this extra mass makes it very difficult to determine what the tiny drill is doing, i.e., less than perfect "feel".
Another option is the so-called sensitive drill feed...
For the benefit of folks not familiar with this tool, the shaft is gripped in whatever device is used to rotate the drill, e.g., drill press. Rotating this shaft rotates the chuck and, of course, the drill mounted in the chuck. The knurled ring is free-wheeling. The operator grabs this ring and pulls it down which causes the (spinning) chuck to descend driving the drill into the work. Peck drilling with this device is especially easy.
While this arrangement does indeed provide a better feel, the shaft that mounts into the drill press is 0.5" in diameter. It's unlikely that any homeshop machine that can accept a 0.5" shaft will be capable of the speed needed for these tiny drills. It's a good tool but it's not the optimum for the tiny drills mentioned above. I occasionally use it for drills in the #40 - #60 range. It's especially helpful on the lathe where a massive tailstock really inhibits sensitive feel of what's happening. The spring on mine is on the strong side and makes delicate "feel" difficult.
All of which brings me to the subject of this article...
If we can't apply the drill delicately to the work so as to obtain good "feel", maybe the solution is to apply the work to the drill in some way that gives good "feel". Most work that needs holes this small is small itself so the idea of moving the work instead of the drill isn't likely to cause major problems as it might with larger work.
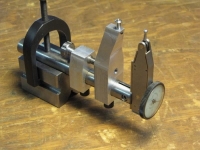
This sensitive drilling platform consists of a small (2 x 2") table that can be moved up and down gently and precisely by rotating a large (1.25" diameter) counter-balanced knob. Work secured to the table will be pressed against the (rotating but otherwise stationary) drill to make the hole.
This photo shows the mechanism that moves the table when the knob is turned. Two 3/8" diameter ball bearings on a shaft attached to the knob push against the table shaft to raise and lower the table. With the counterweight properly adjusted the table will remain in any position between its two limits of motion.
A side view...
This photo shows the individual parts. A frame, the table structure and the knob with its ball bearing actuator and counterweight and the shoulder screw that provides the pivot for the knob are all it takes.
Every effort was taken to eliminate slop and play in constructing this tool. All bearing surfaces are reamed and the knob thickness is carefully matched to the shoulder bolt dimensions so there is no axial play. The overall feel of the device is that of a precision mechanism. (Not bragging but, given the tool's purpose, any slop would defeat its utility.)
The total throw of the table is 1 cm (0.4"). Not much, but if you design something that requires drilling a #80 hole deeper than that you had better turn in your designer license.
So, how well does it work? I took a scrap of 0.050" brass and tried to drill a #75 (0.021") hole through it using the Unimat in its conventional drilling mode. I purposely didn't make a pin prick to mark the hole location. Working the Unimat downfeed (including headstock and motor) as gently as possible I touched down and the drill tip promptly deflected and wound around in a circle on the brass. Surprisingly, it didn't break or bend permanently. I tried again and got about halfway through before the drill grabbed and broke; probably due to my erratic feed, compounded by the mass of the Unimat structure I was trying to move delicately.
Using the device shown here I was able to put two #75 holes through the brass without incident. In the pictures below a bit of 0.019" copper wire is threaded through the holes. These holes were started without any initial punch mark to localize the drill. I could get away with that because I could apply the work to the drill very slowly to let the drill make its own starting mark. (This is not a recommended procedure - always make a starting mark when using tiny drills. I wanted to prove to myself that my table would work without a mark.)
It's certainly not a tool I, or most other amateur machinists, would use frequently but it's nice to know it's in the arsenal when the need arises.









 Reply With Quote
Reply With Quote
























Bookmarks