
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


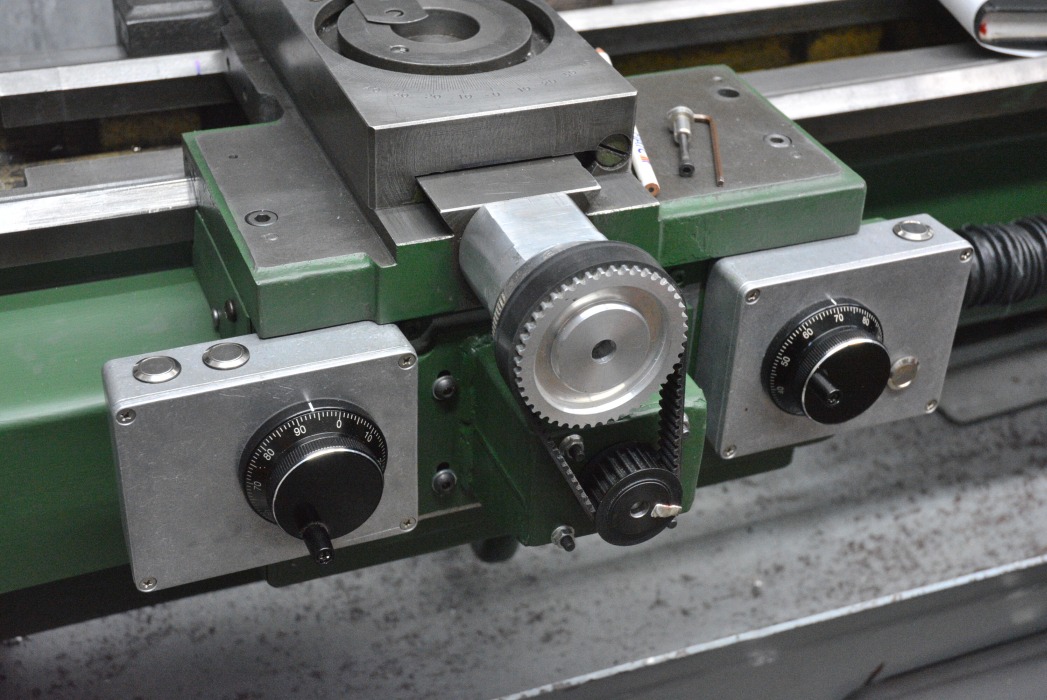
I have recently been converting my lathe to electronic control.
Click for full size
It is more than an ELS (electronic lead screw) but in some eyes it is less than CNC. I did not want to be hindered by a full CNC - Start the computer, use a wizard, write some G code, use the MDI or make a drawing and pass it through CAM to make a simple item. Not for me.
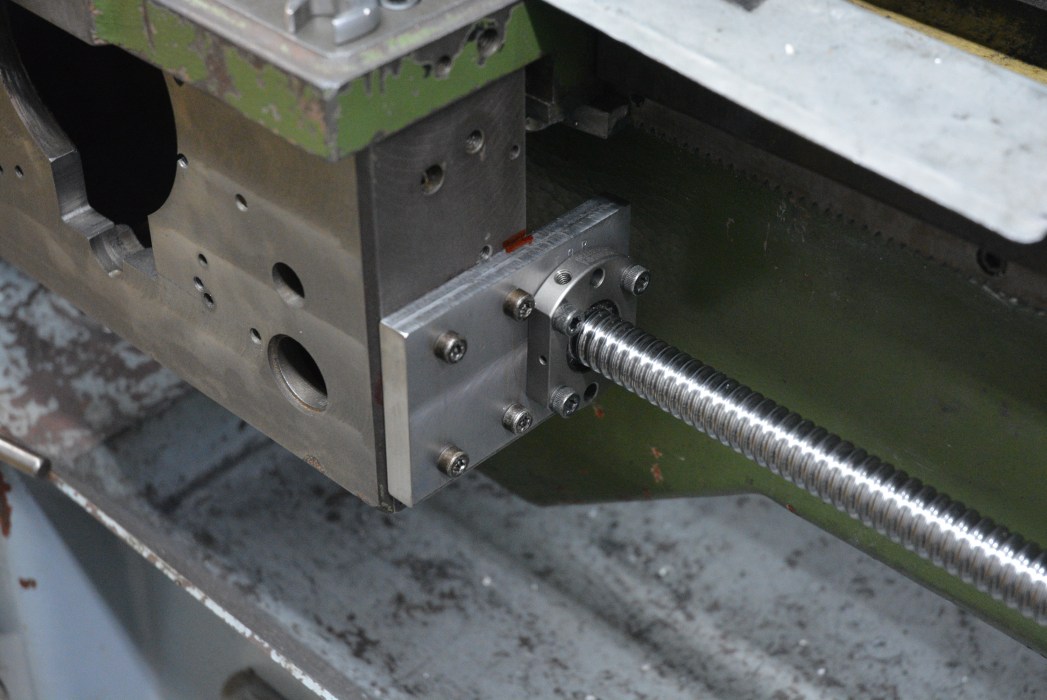
A while back I made a post about changing the cross slide screw to a ball screw
Lathe cross slide conversion to a ball screw
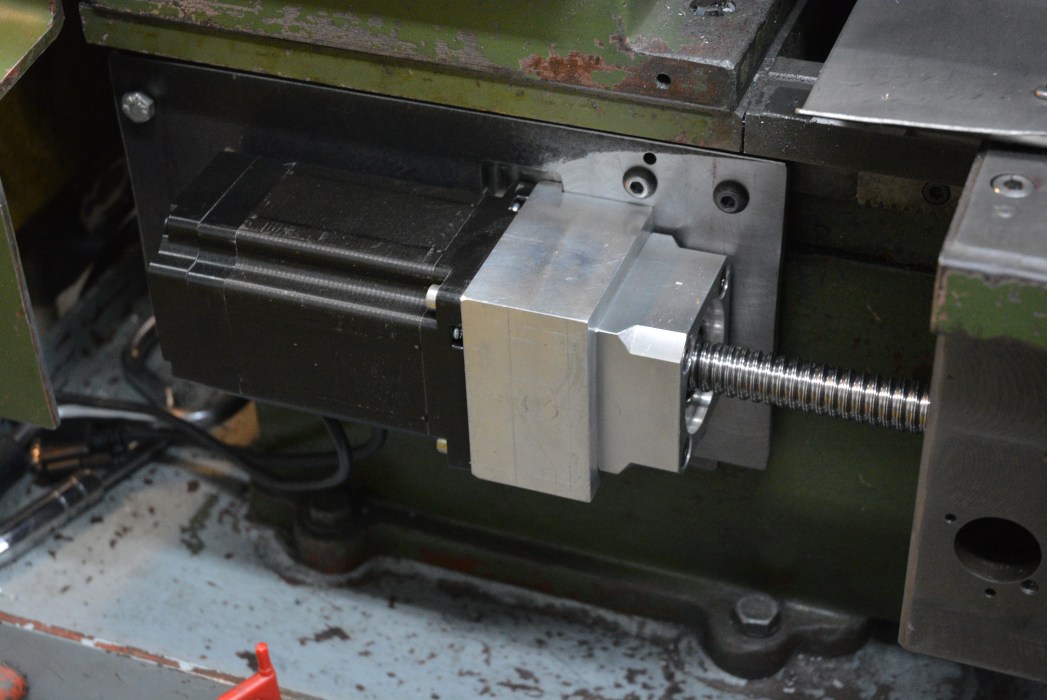
I liked it so much in use that I decided to do the same for the Z axis. However, putting a hand wheel on the end like the cross slide is impractical to use unless you have a very short lathe. I don't. That meant that it had to be motorised and then it had to be controlled. if the Z axis is motorised and has controls it would be daft to not do the same to the X axis. I call this mission creep.
Now I have all the mechanical stuff needed for a CNC conversion but I did not want a full CNC. However, it seemed like it would be simple enough to use a microcontroller and a few buttons to automate a few standard operations to a CNC level without the setup hassles.



The above is just the intro to what this post is about. I shall be making a video series showing details of all aspects of the conversion but you will have to wait for that.
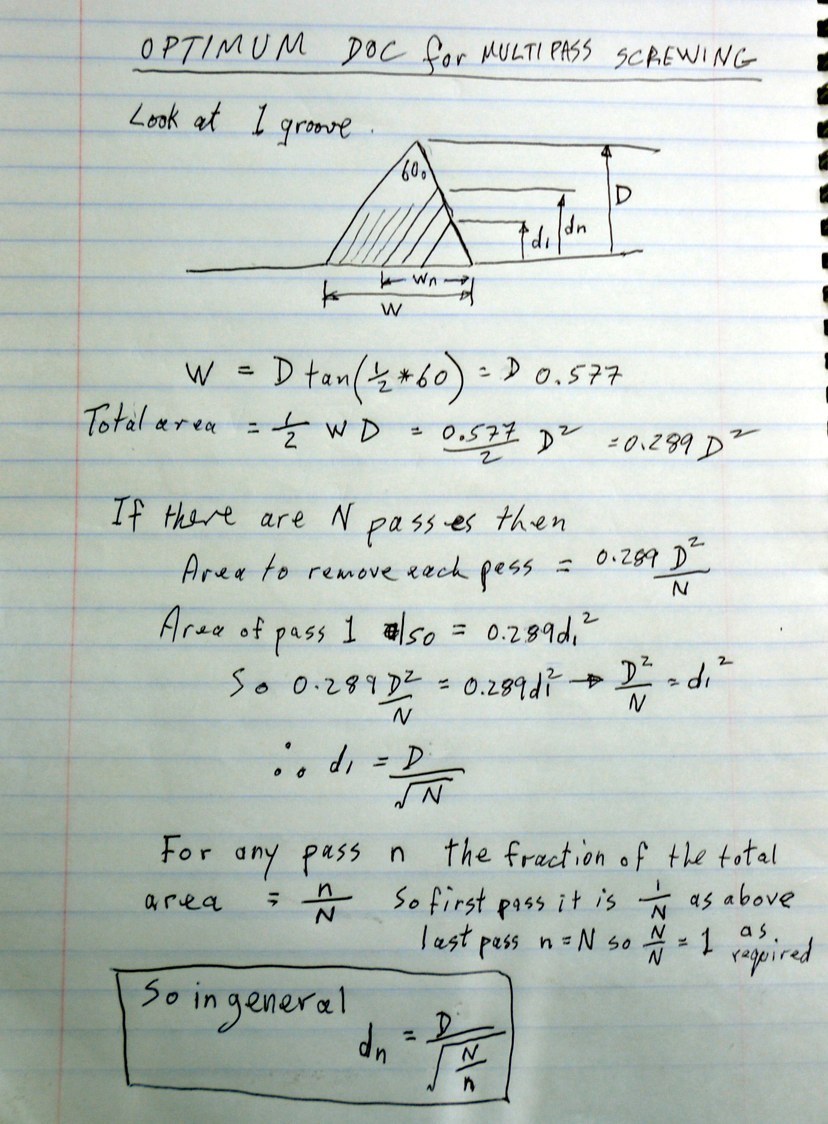
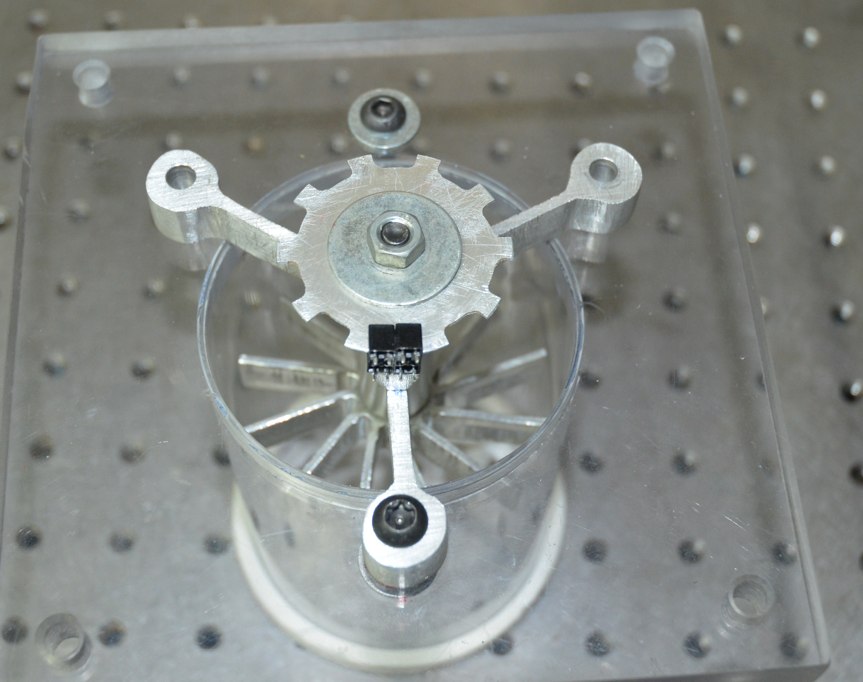
Multipass screw cutting was incorporated into my dedicated software to control the ESP32 micro. Initially for testing I used the same DOC (depth of cut) for each pass. Anyone who has done lathe screw cutting knows that will result in very little metal removal on the first passes and excess removal on the last passes. So last night i sat down and worked out what DOC each pass needed, to ensure the same amount of material was removed on each pass. Obviously the first pass needs more DOC than the final cut. Here is the derivation, I will point out that for simplicity it is based on the assumption that the total thread depth is small compared to the workpiece diam. Here is the derivation that I came up with;
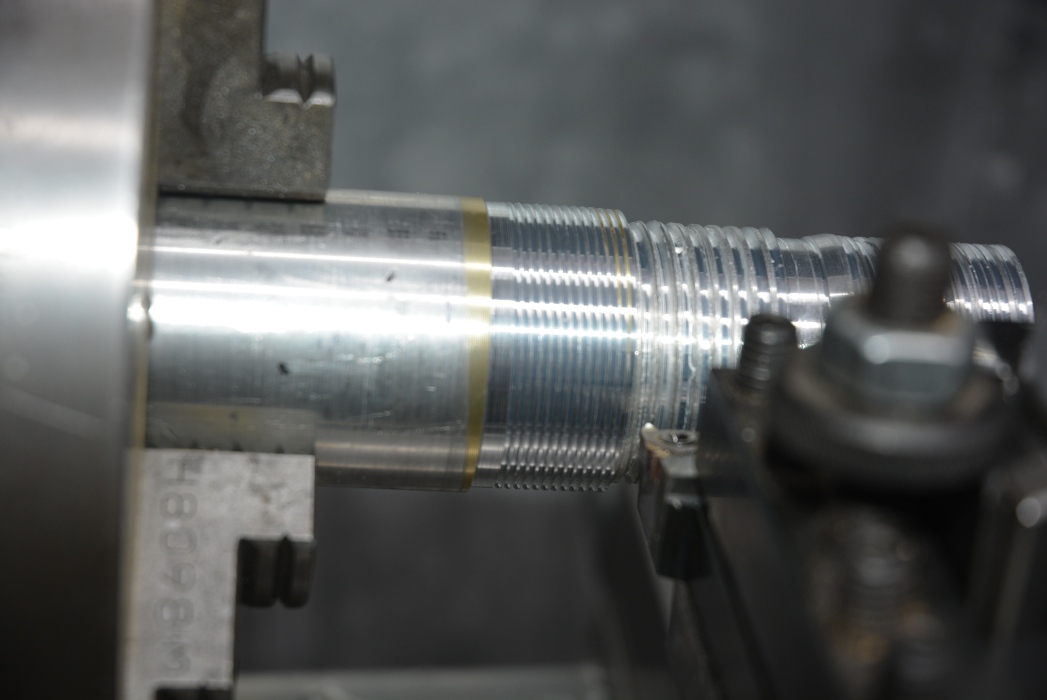
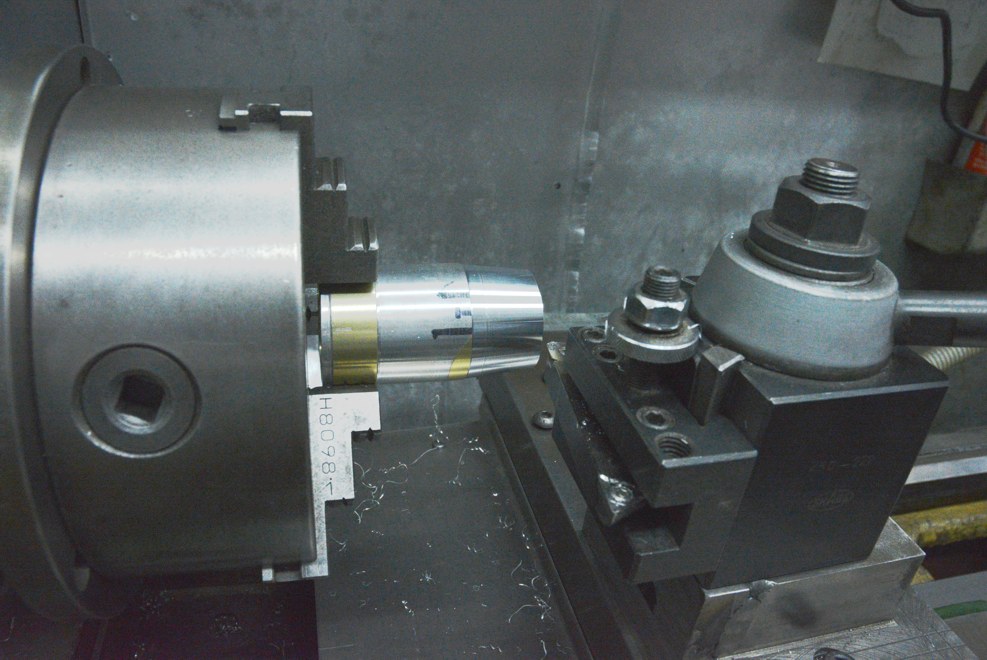
I programmed this into my system and did some tests. For a given thread depth and number of passes the even amount of metal removal per pass gave a smoother lathe operation and the final finish was better. The better finish is due to the smaller DOC on the last pass. I made a spread sheet which allows a selection of passes and thread depth and which outputs the DOC for each pass, this is applicable to manual lathe screw cutting and is the main purpose of this post. If all went well the spreadsheet should be attached. just enter the thread depth (in any units) that you want and the sheet will calculate the optimum DOC (in your input units) for each pass for total number of passes from 4 to 9.
To see the effect of using different DOCs for each pass let's use 6 passes on a thread depth of 1. Refer to the spreadsheet.
If we used the same DOC for all passes that would have to be 1/6 = 0.16666. using the spreadsheet we see that the optimum would be 0.408 for the first pass but only 0.087 for the final pass. The final pass would have approximately 1/2 of what it be with constant DOC for all passes. The first pass would cut more than before with a depth of 0.408.

just testing.
Keep watching there is a lot more to come.


 Reply With Quote
Reply With Quote










Bookmarks