

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
Being a modelmaker there is always a need to screw-cut fine threads and these can be fiddly underpower of the lathe especially up to a shoulder.. To overcome this, cutting by hand gives me a little more control and feel while cutting the thread.
The lathe gear train is set to cut the required TPI or pitch, the leadscrew can then be engaged. In the back of the chuck spindle a crank handle is locked to to place to rotate the chuck/collet.
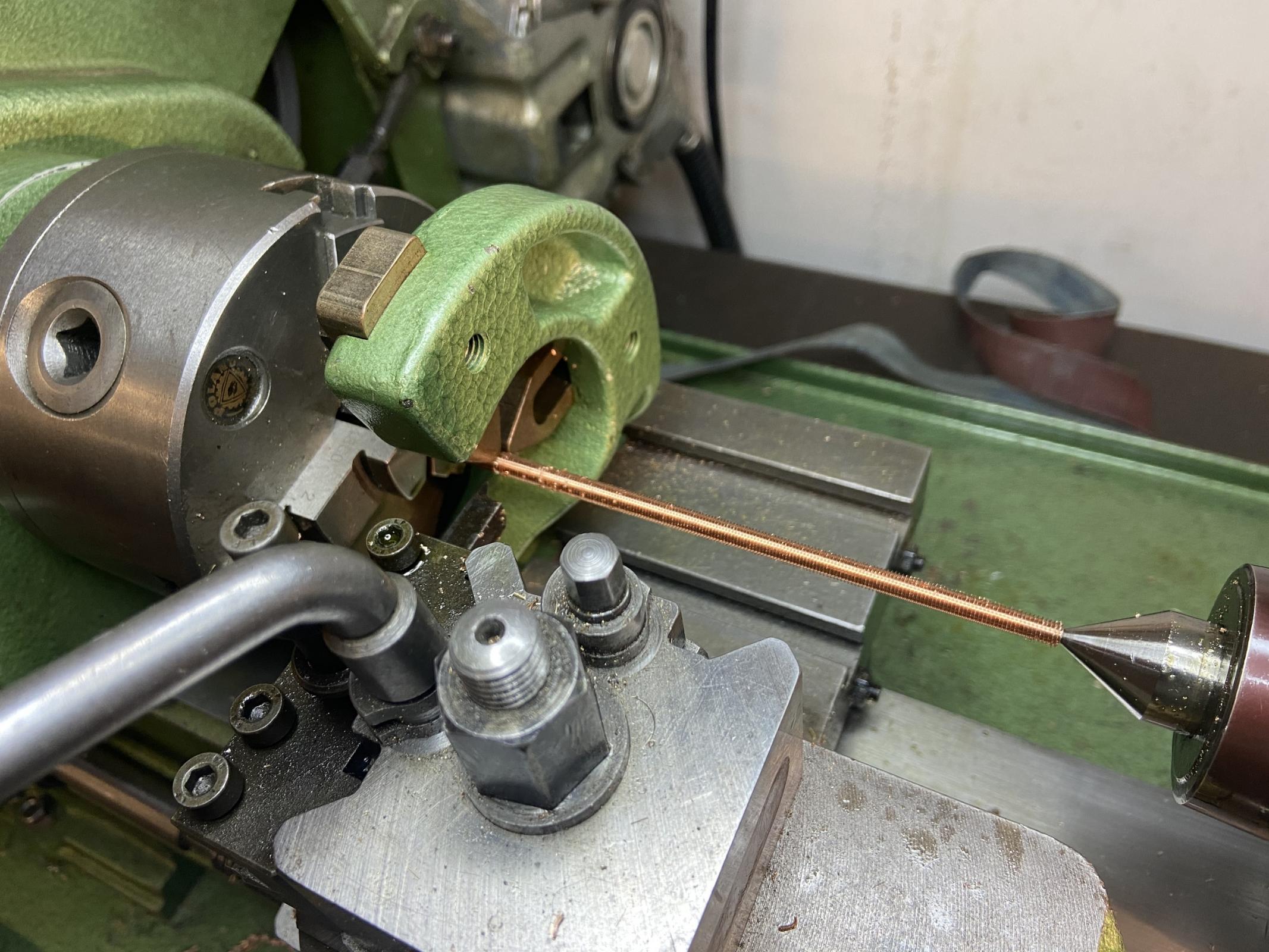
The photos below show the set up for cutting a piece of 3/16" phosphor bronze 5" long 3/16x40TPI. To support the bar a rotating centre in conjunction with a travelling steady was used. The crank handle is then rotated by hand and with the saddle engage onto the leadscrew to cut the thread in the normal way.
The lathe spindle drive belt is also disconnected for two reasons. Firstly to make the rotation of the spindle easier and secondly to prevent myself from starting the lathe and having the crank handle spin around dangerously.
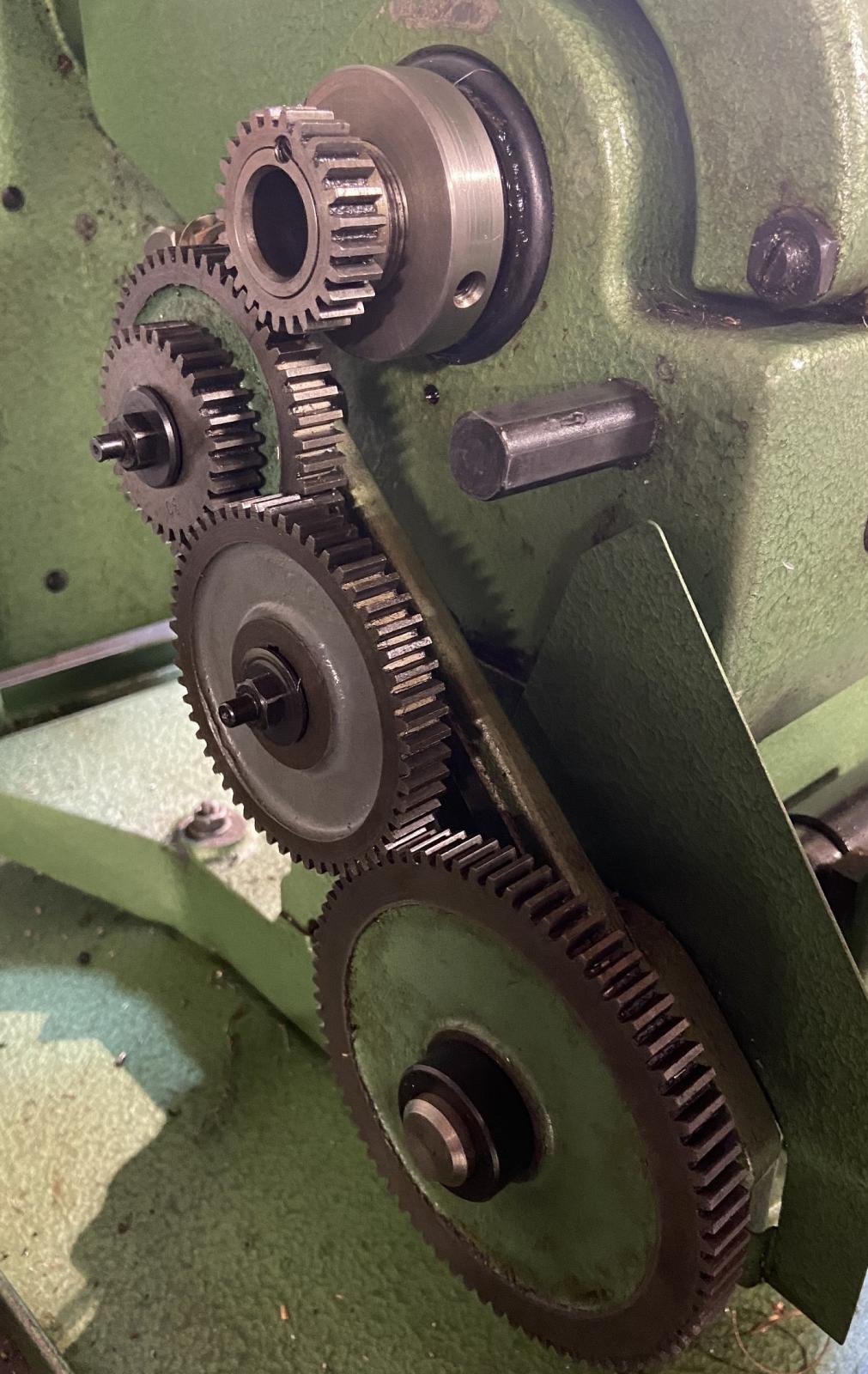
Gear train to cut 40TPI
Spindle handle. This is a commercially made handle by Myford.
Centre and travelling steady supporting the 3/16" diameter bar being cut
Many thanks
The Home Engineer



 Reply With Quote
Reply With Quote




Bookmarks