
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


If you want to turn an eccentric (common model engine job), the best tool to use is the 4jaw chuck; it provides a secure hold on the offset blank. However, many amateurs have only a 3jaw chuck.
Thus arose the practice of inserting a shim between one of the jaws and the stock. I don't care for this approach for safety reasons. Since I have a 4jaw, I've never tried this shim idea but I would be leery about the shim coming loose and creating a disaster if it was thrown out.
Despite my concerns I wrote a program to calculate the size of shim required. It's in the ECCENT archive on my page.
There is a much safer way to do eccentrics with a 3jaw. It goes like this...
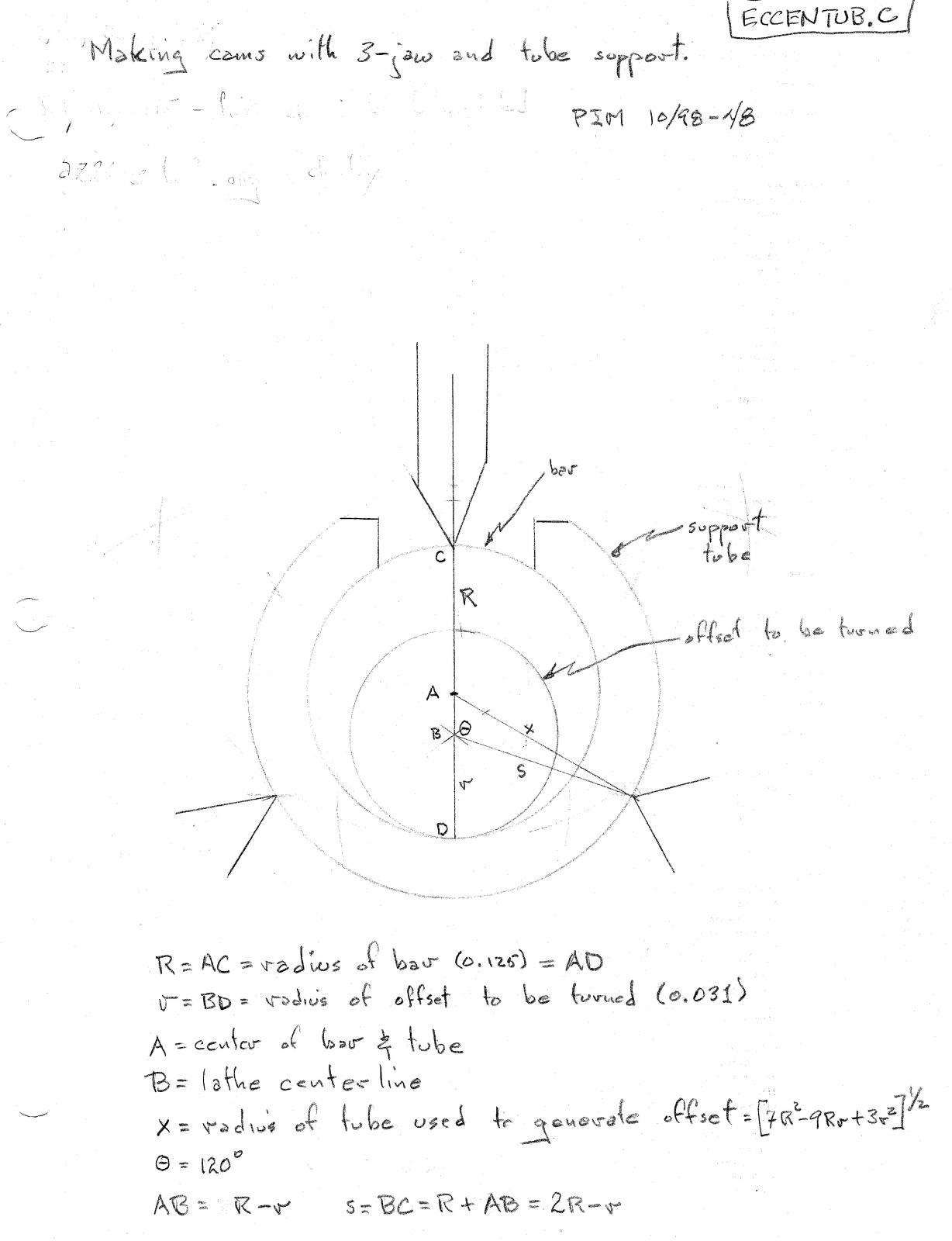
Imagine a tube bored to be a sliding fit on the parent stock. A slot of sufficient width to pass one of the three-jaw chuck jaws is milled in this tube. The parent stock is inserted in the bore and the whole thing clamped in the three-jaw chuck such that one jaw passes through the slot to seat on the parent stock while the other two jaws seat on the circumference of the tube. Obviously the centerline of the parent stock is offset from the lathe spindle axis and turning will produce an eccentric. If we know the OD of the parent stock and the amount of the offset required, it's possible to calculate the OD of the tube needed to produce just that offset when clamped as described above.
The program, ECCENTUB, to implement these calculations is available in aforementioned ECCENT archive.



 Reply With Quote
Reply With Quote







Bookmarks