

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Most of the tools I make are generally for work holding of some sort, you can never have enough clamping and holding fixtures, most machinists including myself will find a quick way to finish up that last little detail to complete a job, but while you were fumbling around trying to finish that last little detail you tell yourself If I had this or that I could have done that job twice as fast, when Im working on a project Im always thinking of my next step and a better way to do something more efficient.
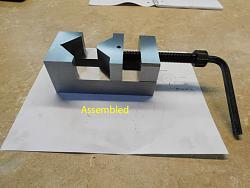
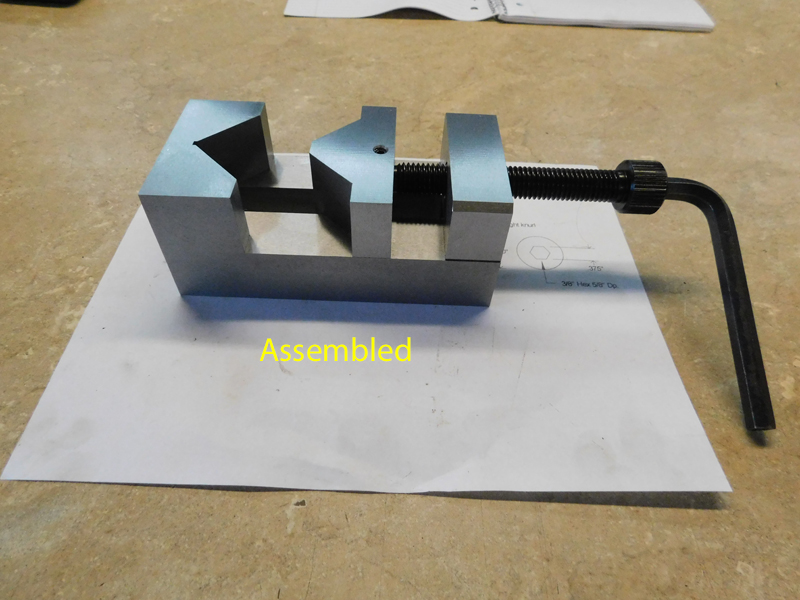
I wanted to make a small vise just for holding round stock in the vertical position, sometimes a v-block in the mill vise want work, unless you have a million different sizes of v-blocks, this vise is 3"inches wide with a 1 ¼ jaw height, its made to hold anything round from 1/4" up to 2 ½ in diameter vertically, (could be made larger) holding round stock in the vertical position could also be done with a dividing head stood up at 90° or on a rotary table, a v-block or several other ways which most of the time means removing the mill vise, with the Round Stock Vise you simply clamp the Round Stock Vise in the Milling Machine Vise and your good to go.
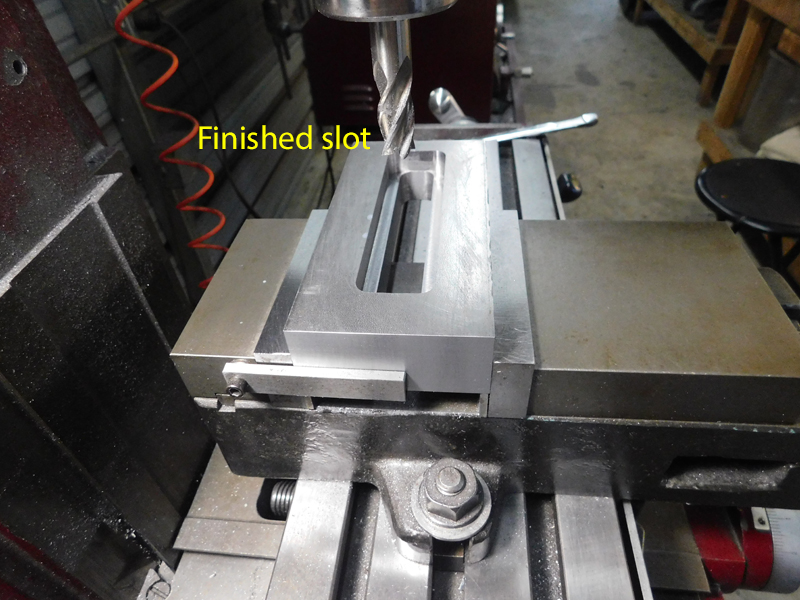
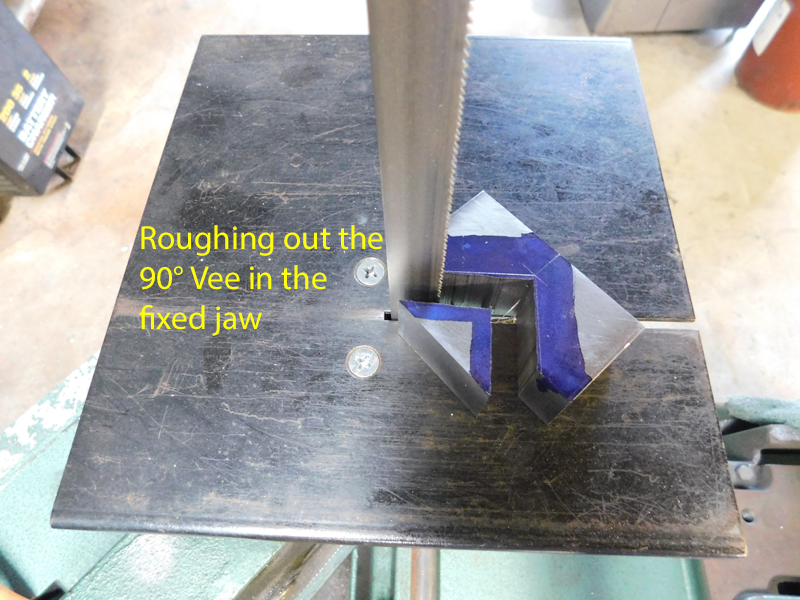
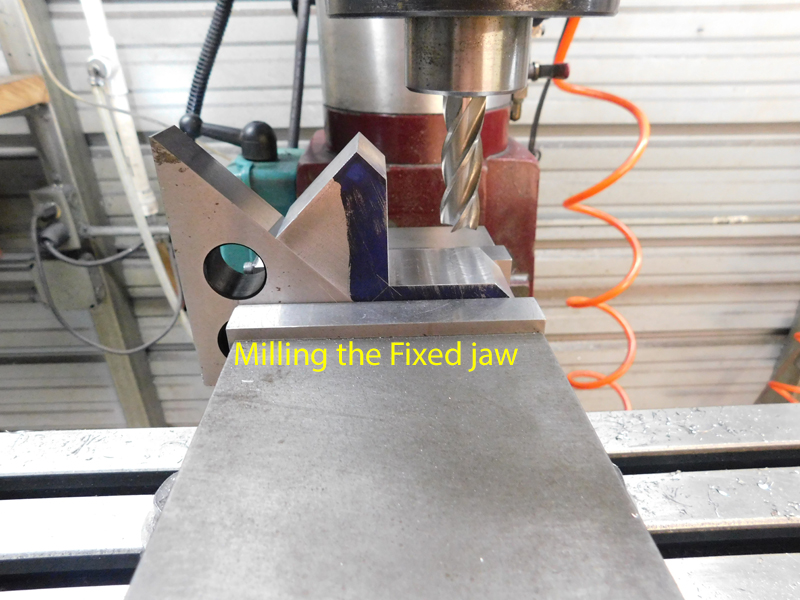
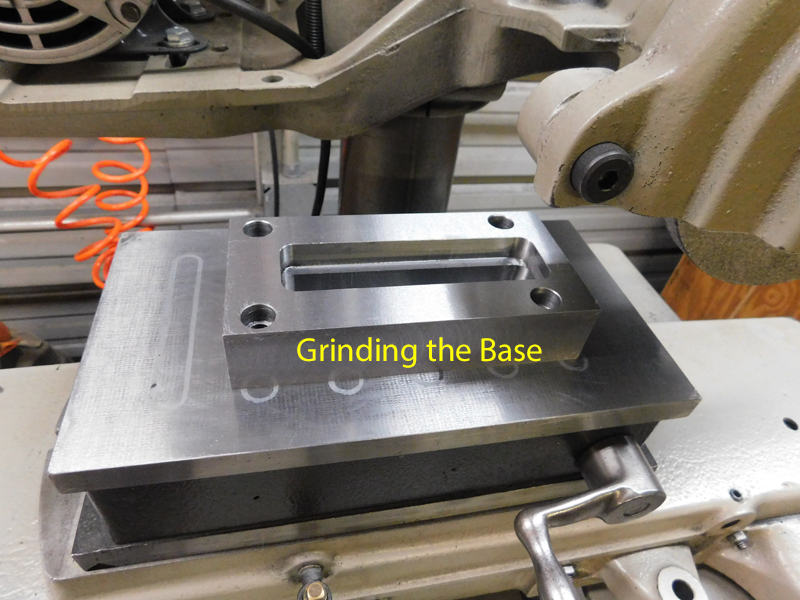
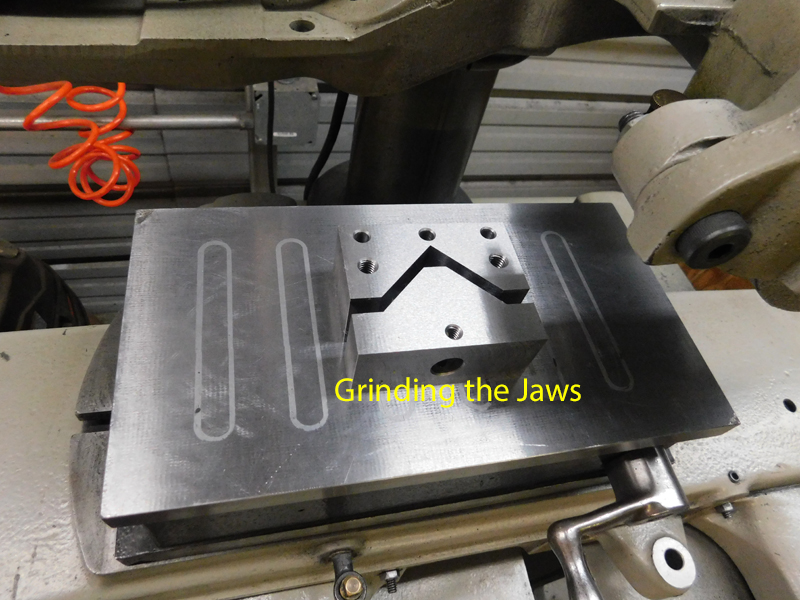
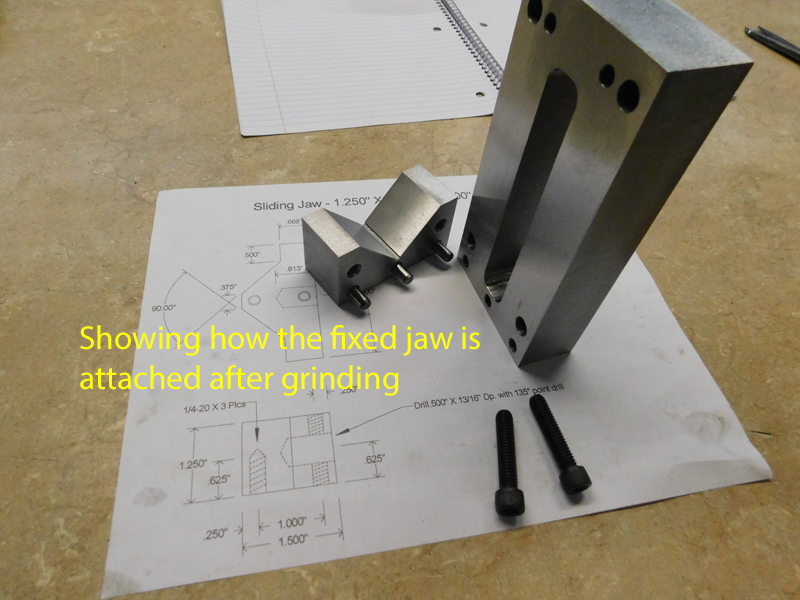
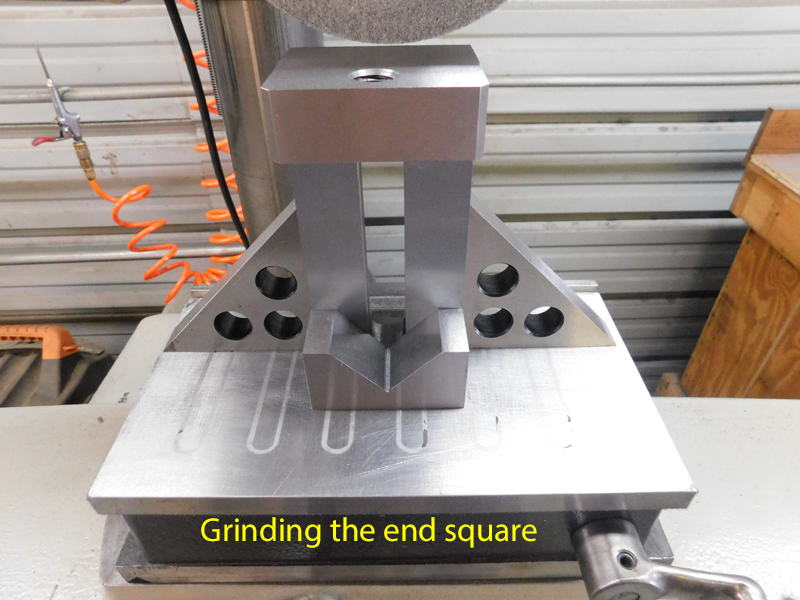
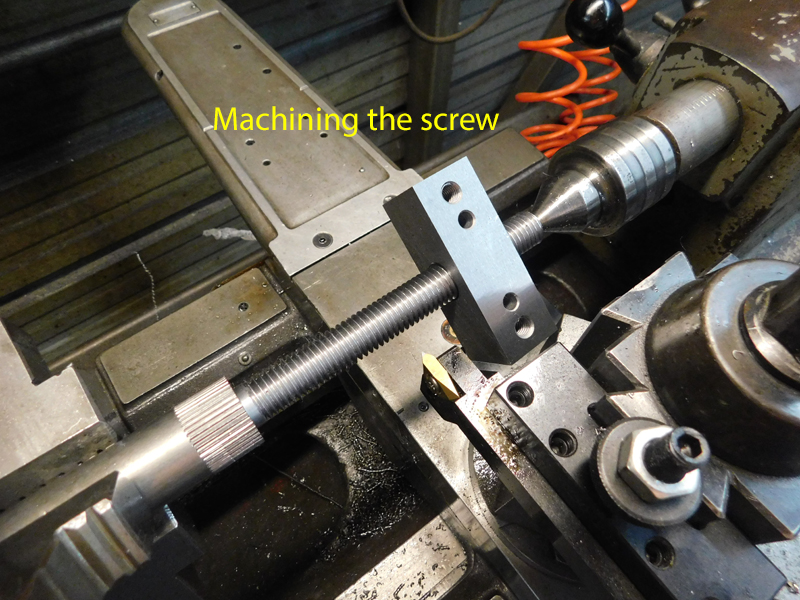
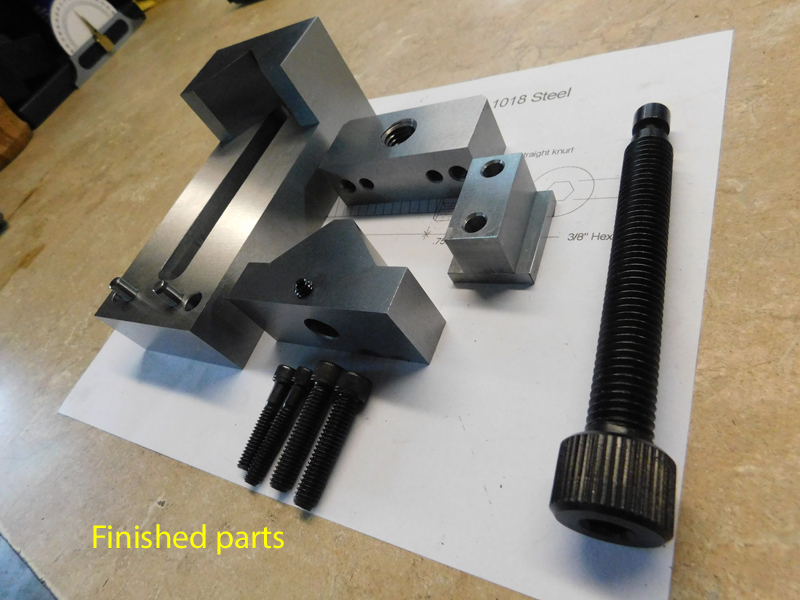
The base of the vise, the screw and thrust plate were made from 1018 steel, the fixed jaw and sliding jaw were made from 4140 Pre-hard steel, the fixed jaw is secured to the base with three 1/4 dowel pins and two 5/16 socket head cap screws, the sliding jaw has a tongue and groove that was machined to very close tolerances with virtually no wiggle, it has a 5/8-11 advancing screw with a 3/8 hexagonal hole in the end for an Allen Wrench, after all the parts were made the base and fixed jaw were ground separately then assembled with their dowel pins and socket head cap screws and ground together again as a unit, the rest of the parts were then ground and installed completing the vise, the vise is very solid, heavy and rigid in construction and performs as intended.
I have included multiple photos of the machining and grinding processes along with the vise being used doing a 24 hole pattern on a piece of 2 ½ round stock.
As always thanks for looking and happy machining
Doug



























 Reply With Quote
Reply With Quote







Bookmarks