

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Here is a tool that I found in a old issue of Model Engineer. Forget who wrote it up, but it may have been the former Tubal Cain.that I learned it from
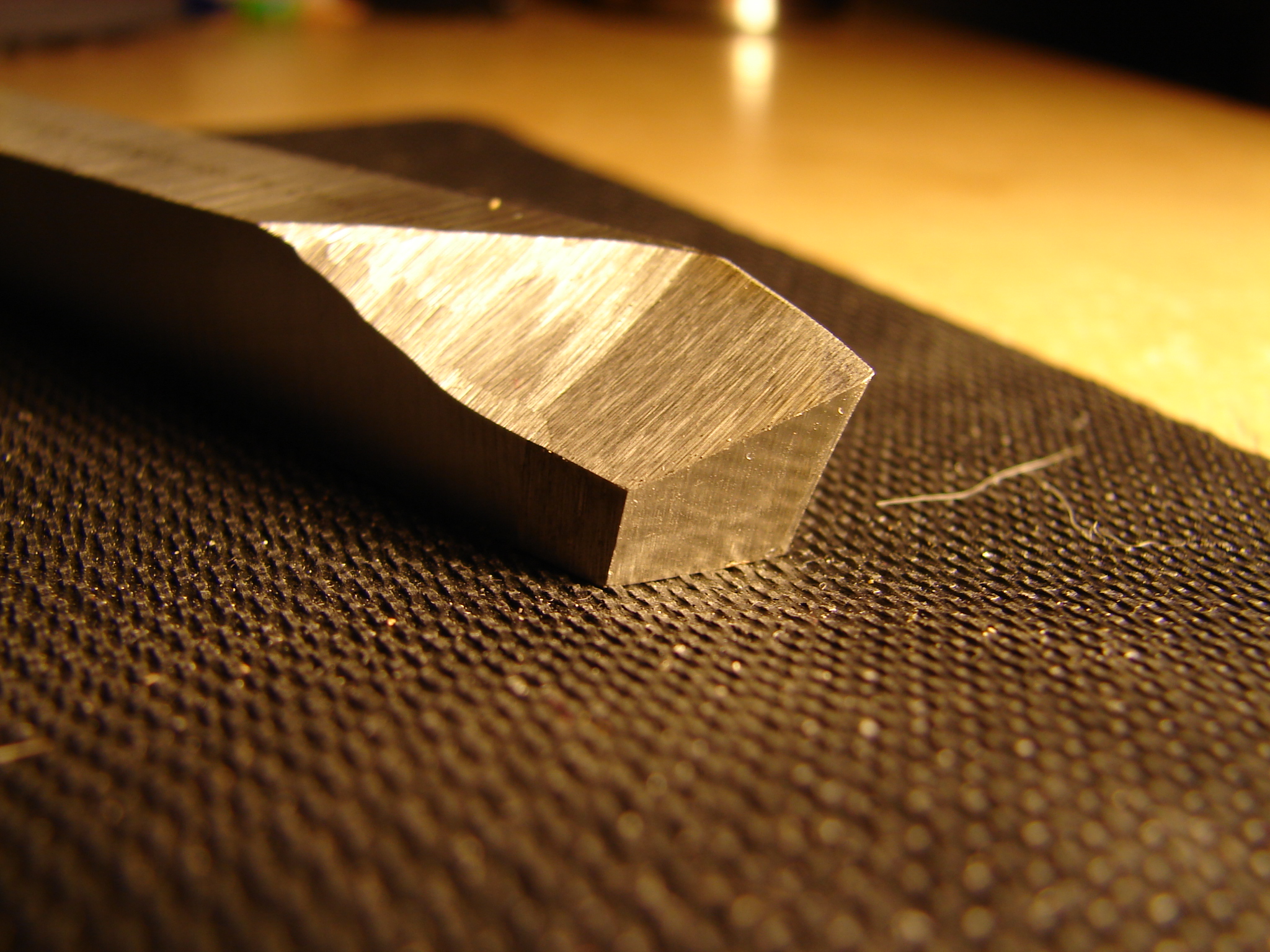
Grind a High Speed tool like this--I hope I can remember all that was on the tutorial!
About 8 degrees on the cutting side, same on front edge--but about 45 degrees to lead the chip away from the cut. Also works great on a shaper. but there the chips tend to chase you around the room. Don't try to grind a chip breaker into the tool, it will put too much heat into it when it is in action. This grind cuts the metal, and the majority of the heat is created in the chip after it leaves the cut.
Attachment 32213
Attachment 32214
Notice that all the edges that are ground, can be continued farther on the bit--nothing is wasted if the angles are reground. If you look at the second photo you will see the cutting edge pointed to by the white pointer. Sometimes I stone a small flat on the top, which I have put on this tool.Probably not a good idea on a small lathe with limited HP, just leave that edge sharp. The amount of metal that you can remove is based to the torqque that you can put to your spindle. I have challenged lathe operators that are using Carbide inserts in South Bend lathes (and others) and I have been able remove more material than they can. Run this bit slow--it is torque that removes the metal.
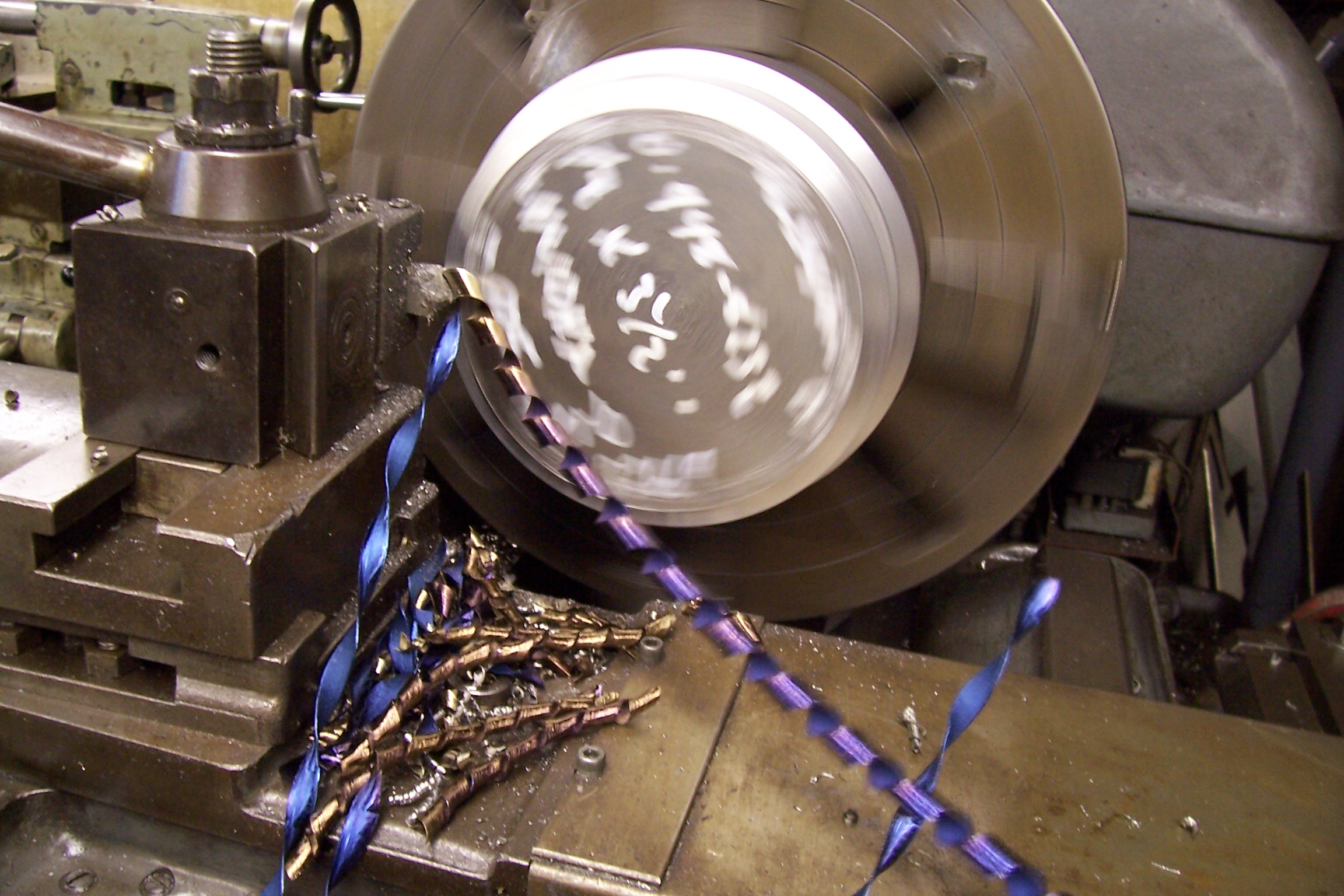
Now, granted, you aren't going to rip a chip like this off if you have a bench top lathe, but this tool grind WILL allow you to remove the maximum amount that that your lathe is capable of.
Picture shows a Lodge and Shipply with a 5 HP DC motor cutting 4340 heat treated steel blank that was eventually a crank for a Stanley steam car of the teens.
mr herb.


 Reply With Quote
Reply With Quote






Bookmarks