
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


In July 2014 I wrote an article about making replacement rotating handles for the 3" swing Unimat SL 1000 lathe cross feed and carriage feed (http://www.homemadetools.net/forum/r...0545#post12485) but I never built a replacement handle for the tailstock. This article is about making the handle for the tailstock in the same design and manner as previously posted at HMT.


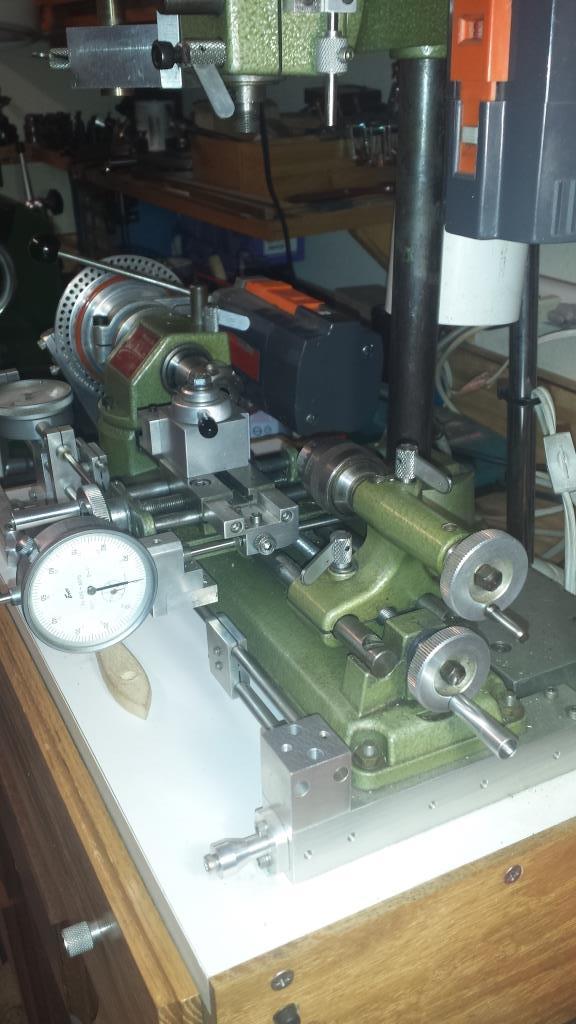
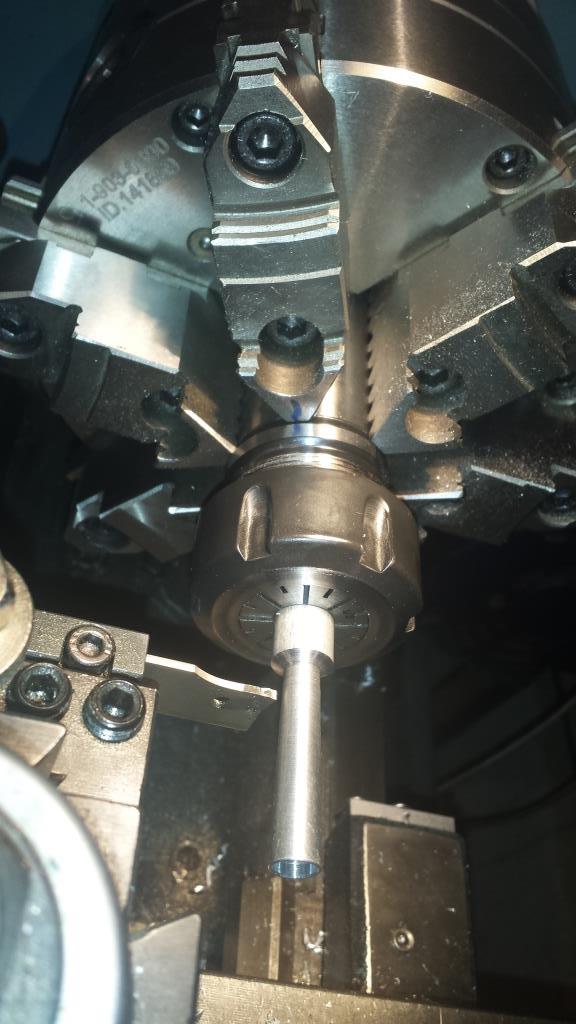
The difference is the tailstock handle machining was performed on a 12" swing geared head lathe rather than using the Unimat. The Unimat could have easily performed the machining with its swivel head capability for machining the 2 degree tapers as I did before. Instead I used a very accurate CNC ER32 collet chuck rated with 0.0001" TIR that can be held in the 6-Jaw chuck for this operation (see Tool Tips and Tricks about this http://www.homemadetools.net/forum/e...aw-chuck-65548 ).
The reason I didn't use the Unimat is becasue I just didn't want to re-align the Unimat swiveling headstock after the machining because I have the headstock perfectly aligned (see HMT article http://www.homemadetools.net/forum/u...0416#post57371 ). The small lathe could have been used for the machining.
After setting the 12" swing lathe compound to a 2 degree angle, the handle taper was machined from 1/2" dia. 2011-T3 aluminum rod. Next drilling the tapered-handle part way down with a 15/64" drill (later using the same drill diameter for the total depth for final reaming with a 0.250" reamer). Drilling only part-way allowed keeping the small and already tapered part to remain rigid in the chuck for boring a 0.300" X 0.500" deep opening. The opening fits a modified 3/4" X 10-32 stainless steel socket shoulder screw with a 0.250" dia. shoulder (actually measured at 0.247" dia. and why I am using the exact 0.250" reamer instead of of a 0.001" undersized reamer to provide enough room for rotation and no binding over time). The order of operations can be changed but this worked okay.


The next step was modifying the 3/4" X 10-32 stainless steel socket shoulder screw with an actual 0.247" dia. shoulder. The socket head diameter was reduced to 0.295" to allow an easy sliding fit inside the handle's 0.300 bored ID opening.
Next the original Unimat handle riveted-end was drilled-out and removed. The larger round handle was drilled and tapped for a 10-32 screw.
Finally the shoulder bolt threaded-end was shortened by 0.10" so it would not protrude from the back of the larger wheel handle and then lubricated with Hoppe's No. 9 lubricating oil, and attached to the round handle.
All the operations could have been performed with the 3" swing Unimat as I did the same operations previously for the other two handles.
Thank you for looking,
If you are interested in more of the 3" swing Unimat lathe modification projects please visit the articles at http://www.homemadetools.net/forum/m...00-lathe-10111 .
Paul Jones







 Reply With Quote
Reply With Quote




Bookmarks