

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



In my last post I had built a dividing fixture for cutting some 3 Modular gears, I mentioned that I would post the arbor for holding the cutter when it was done.
There was a lot of work making the indexing fixture and arbor but they came out very nice, Would had been a lot easier to buy a dividing head and be done with it, But that takes all the fun out of it, Besides isn't that what this site is all about ? Making tools and sharing ideas?
The gears I'm making are a 3 Mod with 30 teeth which takes a number 5 cutter, Got 2 of those off E-Bay pretty reasonably priced.
I'm making a total of 9 gears of all the same dimensions, I ganged up 3 at a time on the indexers mandrel and started making chips.
Below are some photos of the arbor, indexer , and the gear teeth being cut on the mill.
As always, thanks for looking and happy Machining
Doug
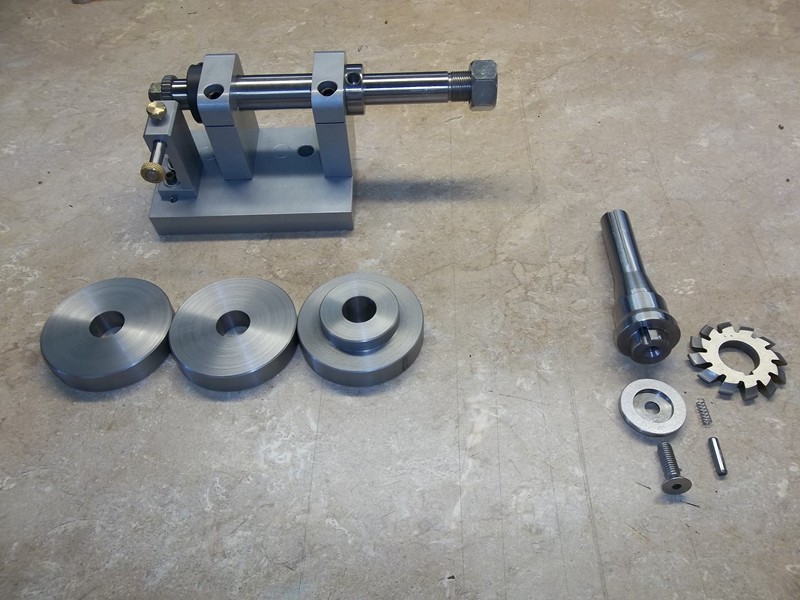
Above shows the arbor and it's components
Above shows another view of the arbor , Note the spring loaded dowel pin which serves as keyway, being spring loaded allows me to mount any thickness cutter and have a full length for key driving the cutter, the arbor washer will push the pin into the reamed hole to what ever depth it needs to be.
Another view
Assembled
Above shows all the tooling and 3 gear blanks
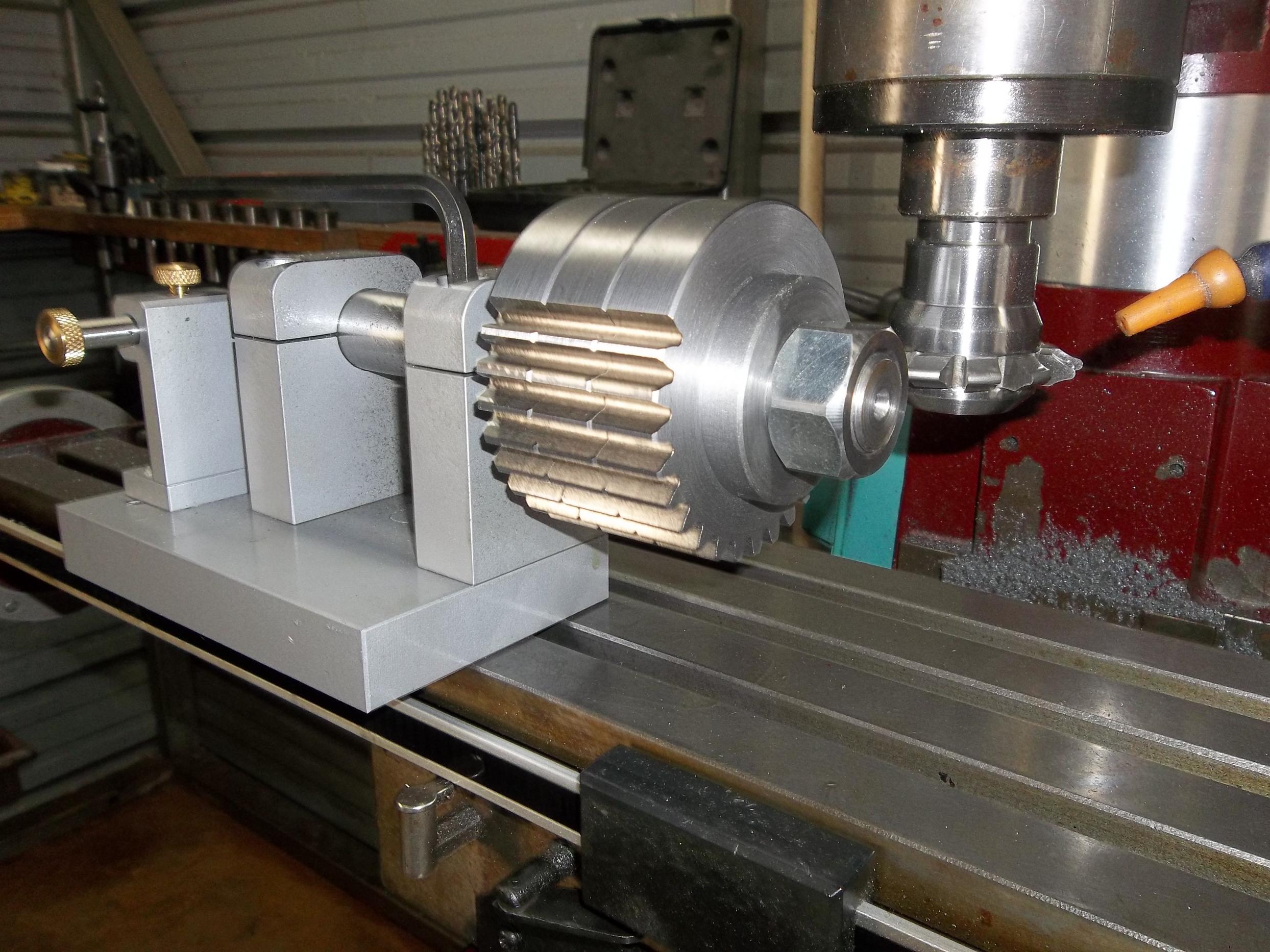
Above shows the gear teeth being cut, The gears are made from 4140 annealed steel, After the machining is done the teeth will be heat treated
Another view of the teeth being cut
A view of the indexing arrangement on the indexer













 Reply With Quote
Reply With Quote











Bookmarks