
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



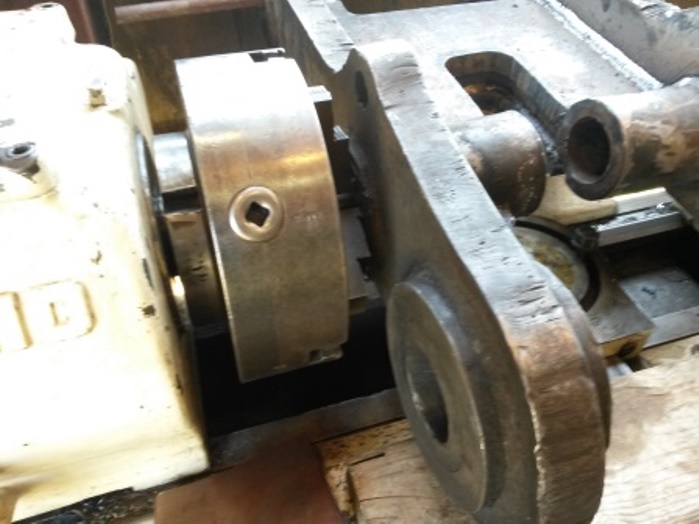
For the past few days I have been rebuilding a link assembly for a hydraulic thumb mounted on a large excavator.
As luk would have it the center locations that the cylinder rod pins to pulled horribly upon the assembly cooling off despite preparations and precautions to hold the weldement in a fixture while welding.
So I decided that since the locations already had a pretty bad oval wear to them I would simply line bore the locations then machine and harden a sleeve to press in them.
Enter problem #1 no line bore rig Problem #2 no boring bar even is I had a rig.
Solve Problem #2 first find a 1.75" 48" long shaft which I simply cross drilled a .625" hole then 90° to that on the center line of hole I drilled and tapped for 3/8" 18 TPI instant line boring bar
Solve problem #1 by removing the compound from my lathe and red neck mount the 400+ lb assembly atop of the carriage

lift the assembly with the jib crane then swing it over the lathe
use chuck to center one end
use tail stock to center opposite side
The definition of a lunatic anyone who would lob a 400+ lb hunk of scrap iron on the carriage of their lathe then (Seriously) use c clamps a machinist jack and 2x6 to hold it in place while using the lathe as a line bore machine.
But hay it works However tomorrow I am going to add a couple of outboard bearings to the works by first making the mounts and a pair of bushings to fit the boring bar then I will tack weld these to the assembly that way I will be able to isolate any movement in the long bar and subsequently take deeper cuts without fear that the whole thing will be tossed out of alignment.
Post script the steady rest is only there to reduce chatter, the end of the boring bar is in the live center







 Reply With Quote
Reply With Quote







Bookmarks