

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


NOTE: The following tools are neither from my shop nor my hands.
Just wanting to share some odd experiences...
Short background: Graduation time's up at the Uni where I work,
and the other week I was given a small gift from a Master Grad, Ruben
who've been a constantly curious, inquisitive and resourceful student/ guest in my shop:
No small gift: A C.E. Johansson (Yep - where the Jo Blocks came from) 25-50 mm grimy micrometer.
He'd bought it in the worn-out original cardboard box at a flea market for 2 bucks...
1 hour of cleaning, lubing ("Pjur" silicone oil for "sex toys" from the drug store*) and final adjustment:
Right on the money - much better and more nice feel than my Chinese one of the same range.
Today Ruben caught me in a corridor between two meetings, showing the contents of his hands with a question:
-Johan, if you can tell me what these things are - you'll get them!
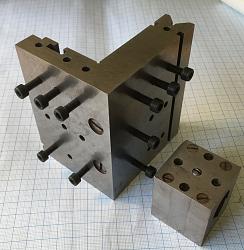
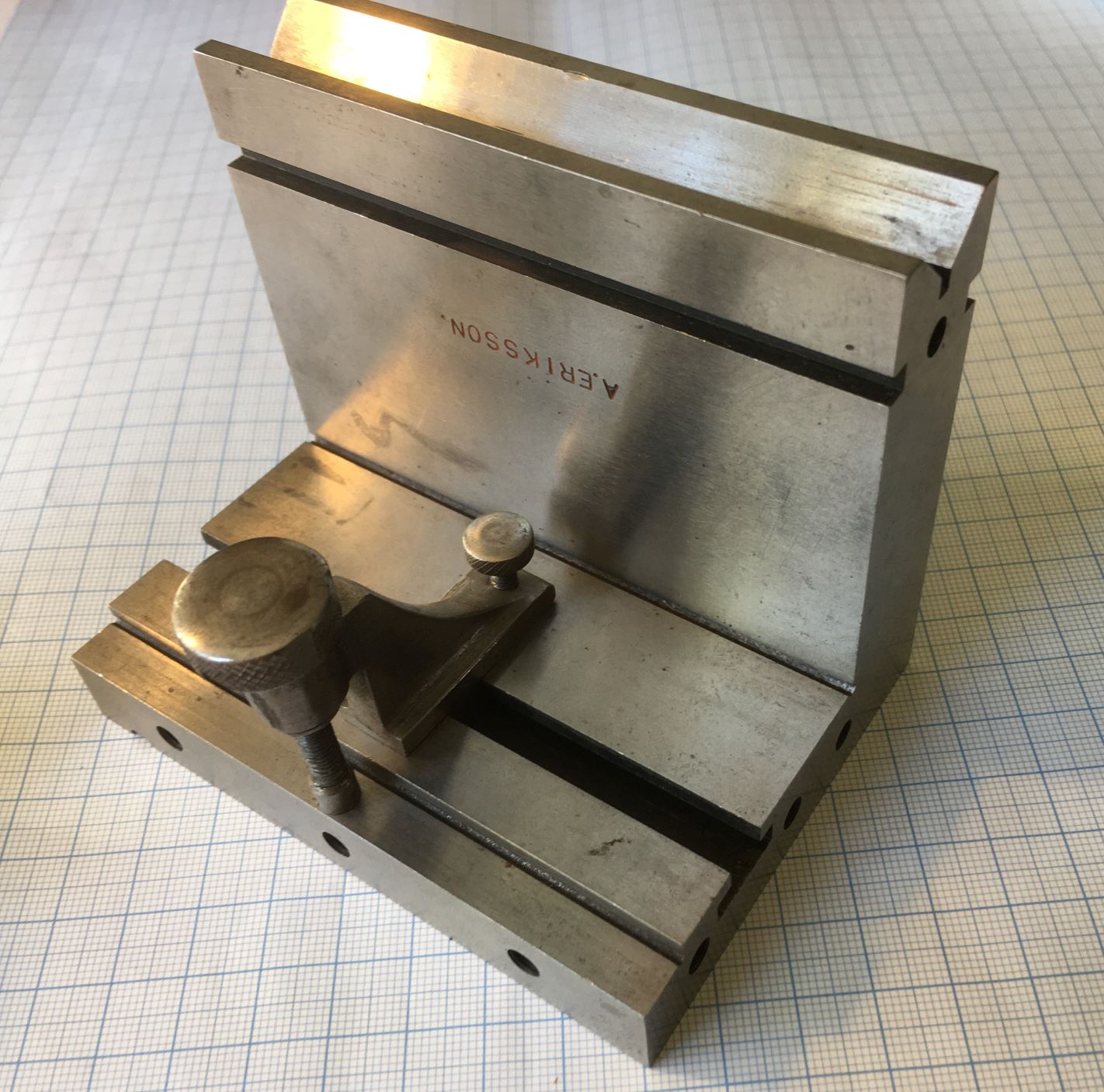
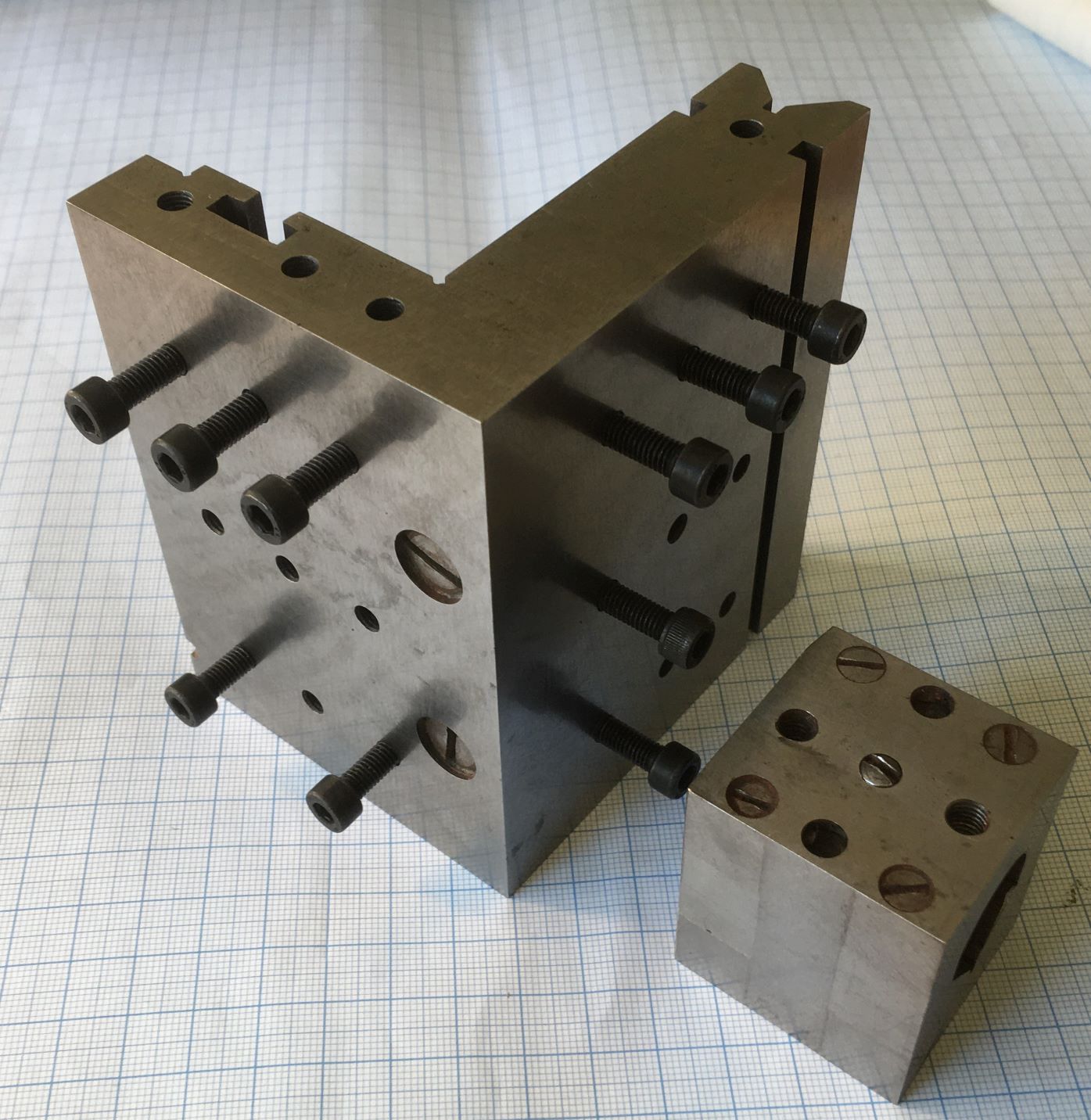
I instantly spotted the over-engineered precision angle plate and the V-block
(though I've never before seen any of those in my meagre life),
and totally lacking impulse control, I blurted out the apparently correct reply.
He seemed satisfied as he smiled, dumped them over to me and vanished down the corridor.

Info is scarce on the pieces: Bought in a flea market in small town close to Stockholm,
previously habitated by small and big industries until the many crises thru the last 40 years.
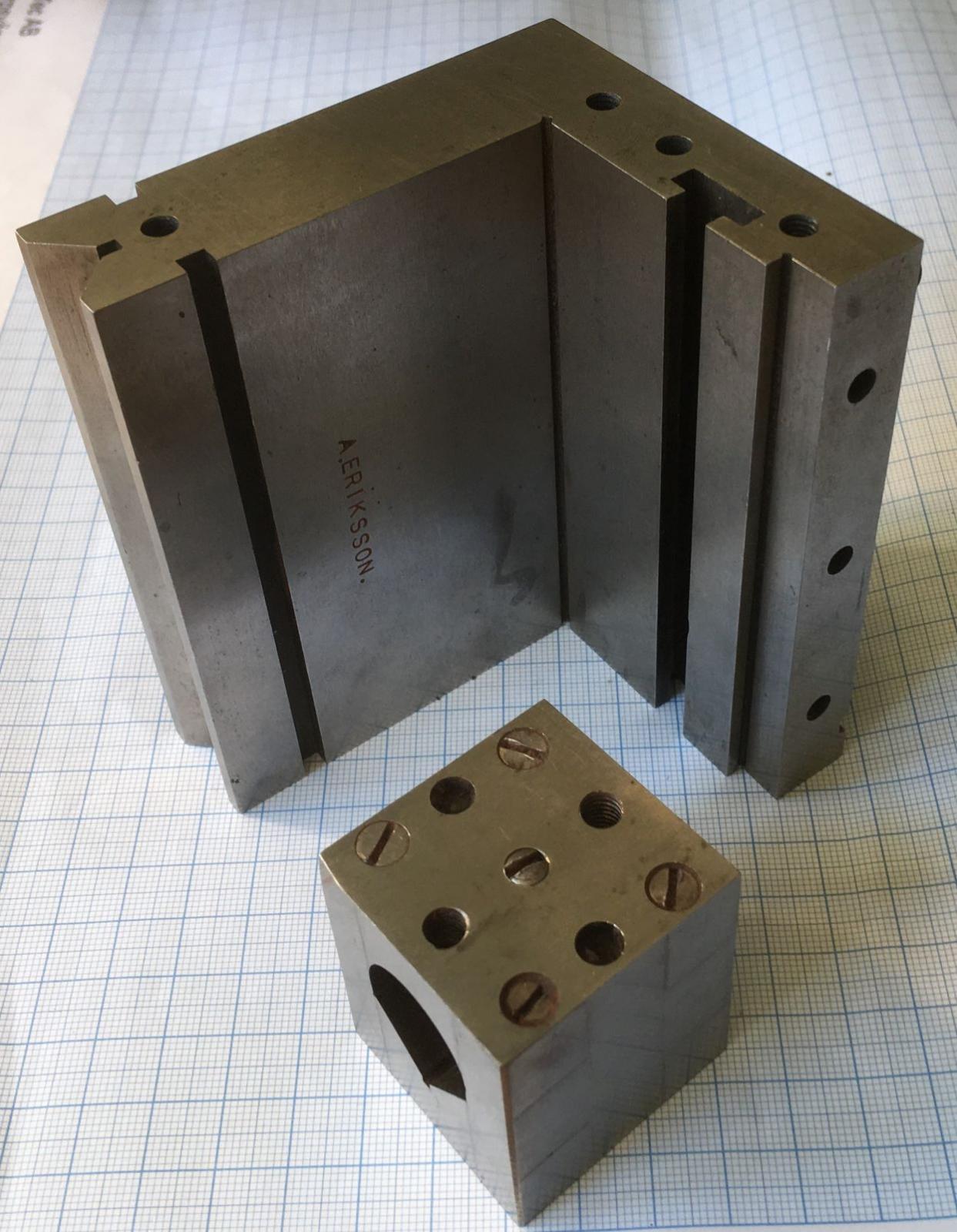
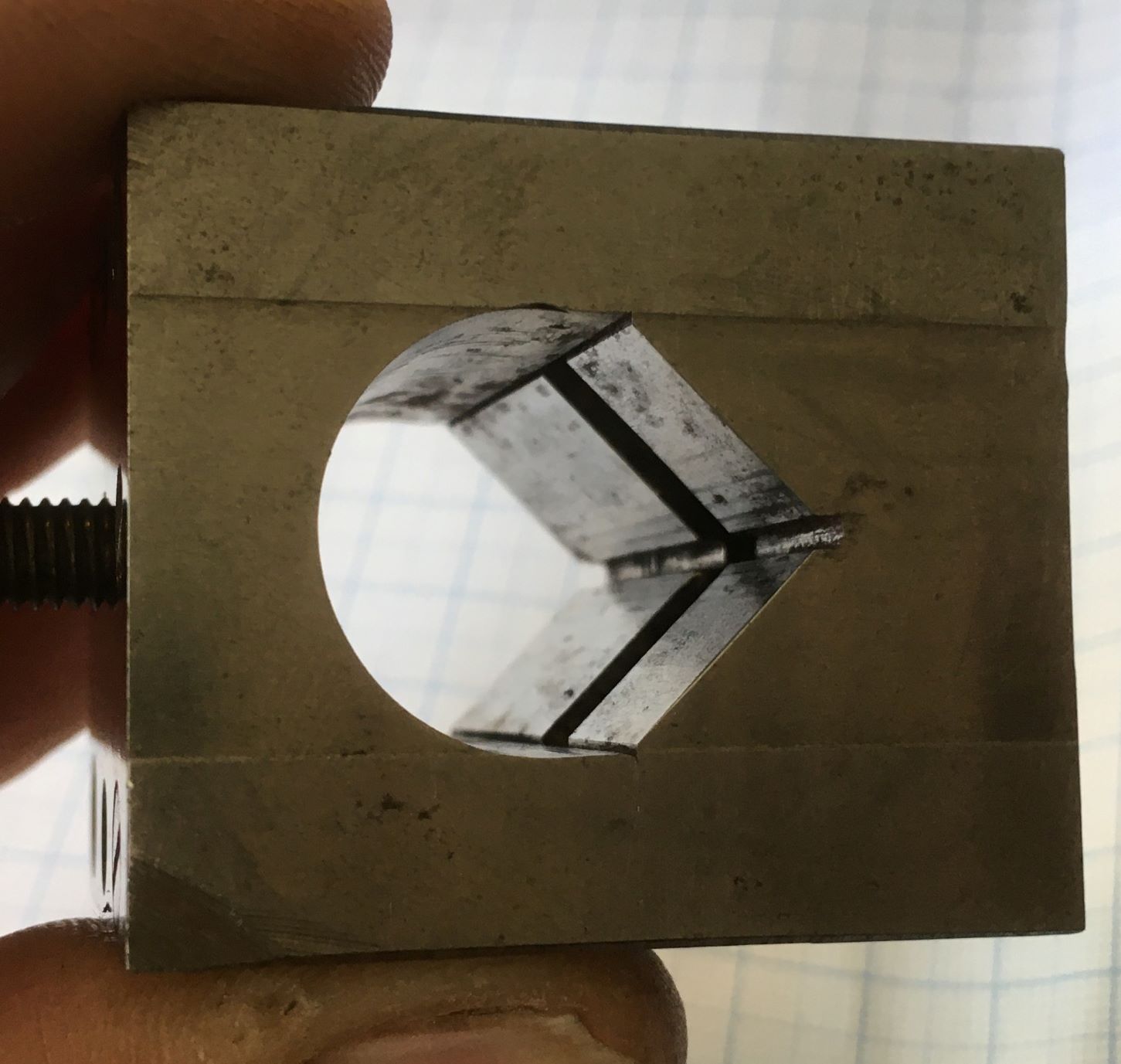
Probably the result from an (assumed) apprentice "A. Eriksson" stamped in the vee.
Assumption based on the odd-ball dimensions, though the work itself & grinds are flawless,
they've also suffered some abuse from tools and handling thru the years.
1st (crude) Measures:
Angle plate: 102,5 mm wide. 85,9 high x 22,5 thick. 75,05 deep x 18,0 thick.
Its T-slot: 13,8 wide by 4,2 mm high at bottom - slot 7,3 wide by 3,3 deep
Clamp holes: M4 with 3 rows of c-c:s 16 x 32 mm on each side
V-block: 39 x 38,25 x 45 mm high, a two piece deal, hardly recognizable: pinned and bolted construction,
internally transversely and centrally offset cut V-groove.
Just wanted to share what Providence turned up (for free) to yours truly,
while I was still desperately looking for a hardened wrist pin for a cylinder square!
The pieces' final squareness and hardness measures will have to wait 'til my vacation starts in 2 weeks,
when I'll completely geek down and at last return to my walk-in closet workshop!
Cheers
Johan "The Happy Cheapskate"
* I even got some odd looks from the cashier, when I told her that the lube was for some "unconventional" Adult Toys.



 Reply With Quote
Reply With Quote







Bookmarks