
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


You know the type right? When it seems everything you touch goes haywire?
Last week I made a ER32 collet for my project DIY knee mill.
Well it turned out fair, not great, It had about .0035" runout on the endmill. Well I can do better than that! And so it started.
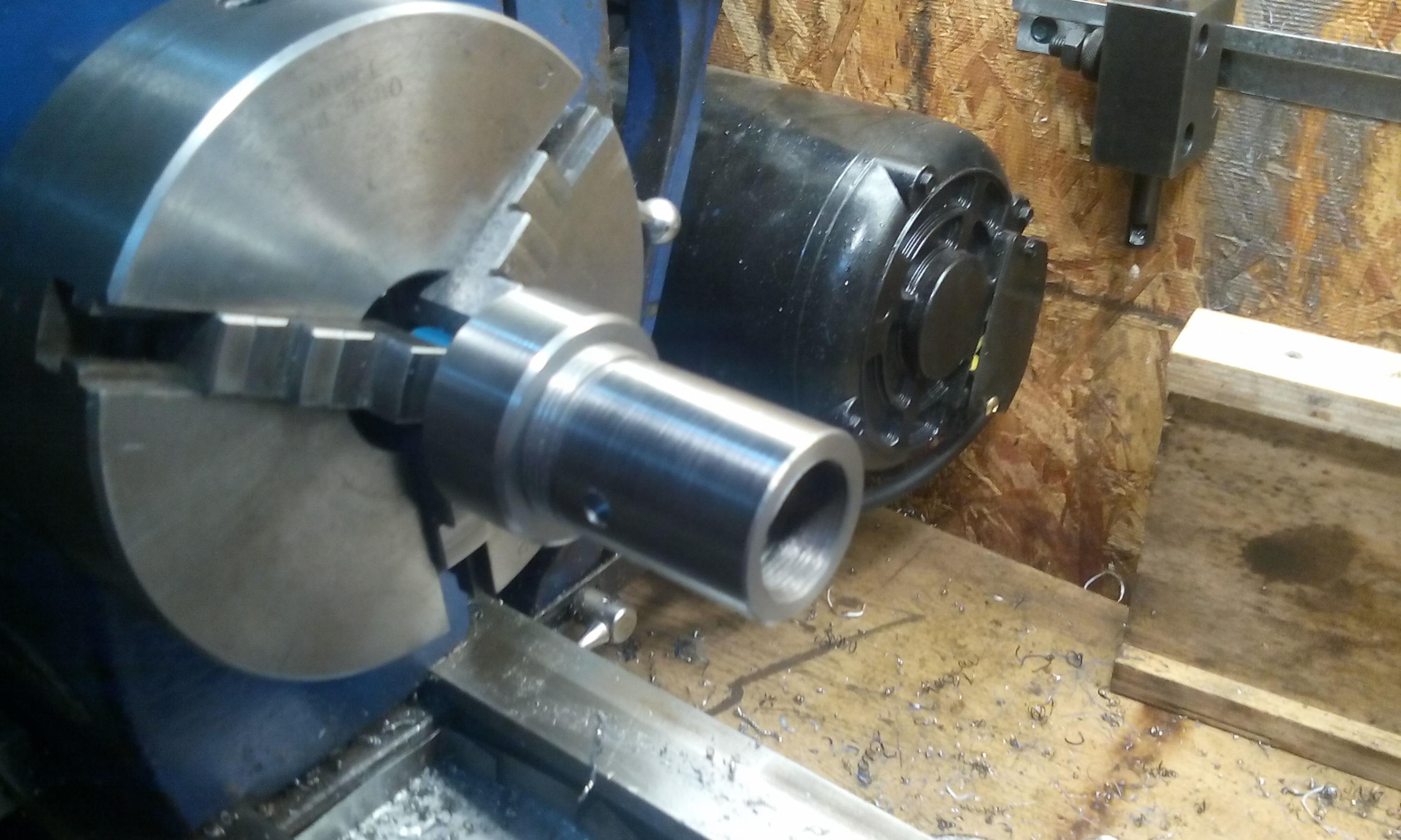
I had about .700" extra length in the body that I could use up to correct the runout. So first I cut a mandrel for the collet
Attached the collet and went to work.
And that's when the fun started, faced off the part by about .650" bored it out for the 1.030" x 20TPI threads (Odd I know) Couldn't find my internal threading tool anywhere. Well that's what I keep that stack of annealed old files for emergency tooling! Cut and ground a small threading bit, ready to go! A scratch pass to check and one .010 cut looking good third pass oh I don't know what I was thinking or doing but I crashed the tool in the bottom of the hole, snapped the bit off! Look for bit again, Ah-ha there it is, set up sync to the threads on the move again, Another couple passes chipped the tip off. Remove, regrind, resync, finished the threads.
Now for the Jacobs 33 taper, Set up the compound took a couple passes. ???that doesn't look right, Check again, set compound to included angle forgot to divide by two not .0635 but .03175 per inch. Lucky Me caught that in time. O.K. now just sneak up on the final size no problem right?.................Got about .020 to go cranked out the cross slide .017 DOC see what I did there! Short story the taper now sticks into the collet holder now.
I think It's time to go to the house and have a rum&coke. Tomorrow will be a better day Its just gotta be.





 Reply With Quote
Reply With Quote






Bookmarks