

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Making a wide variety of machine parts in small quantities inspires tricks all the time. Subjecting our power feed drill press to a first round of modifications simplified production, not earth shattering but still positive improvement. Faced with a lot of drilling makes a power fed press a natural choice when available. Milling machines have power feed you say? Yes, but .0015, .003, or .006 are boring rates not drilling; pun intended. Most folks think accuracy = milling machine, rightly so. This transfers accuracy to unit better suited to poking holes.
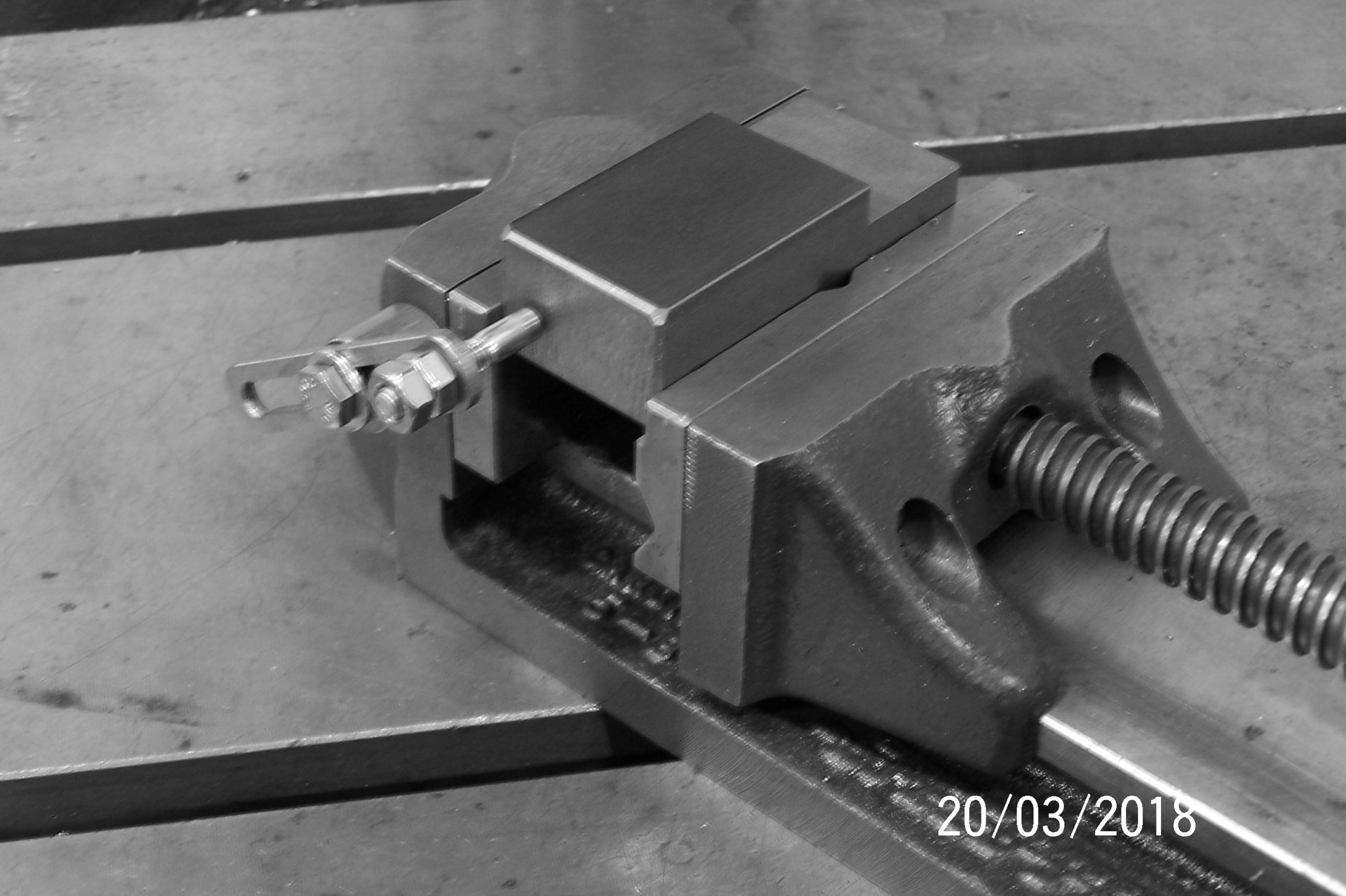
Vise stops aren't restricted to milling!
My latest gang of parts are small stainless. After deburr of barstock, I mark a corner related to the drawing [datum] with paint stick. That's same corner the vise stop engages. Using mill, it's stop and DRO, center drilled all 7 holes in 1 piece of twenty. Already built a stop for quick-action drilling vise. Using center drilled "sample", clamped vise in place for each hole in succession. Several intersect, mostly tapped for setscrews on shafts. Drilled and tapped all, before reaming shaft hole, that size admits bushing for keyway broach...Stainless steel parts, a lot less trouble under flood coolant and .200mm per rev power feed.
Bingbangboom done deal. Hot job done that'll ship 3 days early.
Stop is a simple slotted strip, a couple screws, and tapping both stationary sides of ANY vise. Hole tapped 1/4-20 holds a variety of stop pins...I tend to point or bevel stops, minimizing part to part variation, and use stainless for non-magnetic properties. Adhering chips will mis-locate parts.

As drilling is not always clamped to table, the spacer kept drill locations within the vise footprint for stability.
Wait till you see what I did to overcoming an issue on multiple tapping required.



 Reply With Quote
Reply With Quote



Bookmarks