


New plans added on 01/06/2025: Click here for 2,686 plans for homemade tools.
Canyonman44 (Jul 20, 2020), high-side (Jul 23, 2020), n9dug (Jul 20, 2020), nova_robotics (Jul 20, 2020), Scotty12 (Jul 25, 2020), Slim-123 (Jul 20, 2020), Tonyg (Jul 21, 2020)


Two of these jigs, one inside the other, and you could put that hole anywhere you want.


You would really have to be making a lot of parts to warrant making a jig like that.

I have to drill off centre holes all the time. Most people just use a 4 jaw chuck or a drill press. But if you only have a 3 jaw then you do what you gotta do.Originally Posted by Tonyg


For one-offs the 4jaw is the way to go but, if you lack a 4jaw, shimming one of the jaws on the 3jaw works, though the setup is less than secure. The ECCENT program on my page does the math to calculate the offset required.
A much safer approach is to use a tubular jig. Here's the description from the webpage archive...
Imagine a tube bored to be a sliding fit on the parent stock. A slot of sufficient width to pass one of the three-jaw chuck jaws is milled in this tube. The parent stock is inserted in the bore and the whole thing clamped in the three-jaw chuck such that one jaw passes through the slot to seat on the parent stock while the other two jaws seat on the circumference of the tube. Obviously the centerline of the parent stock is offset from the lathe spindle axis and turning will produce an eccentric. If we know the OD of the parent stock and the amount of the offset required, it's possible to calculate the OD of the tube needed to produce just that offset when clamped as described above. That's exactly what ECCENTUB does.
and the associated picture...
Both programs are in the freely downloadable ECCENT archive.
---
Regards, Marv
Failure is just success in progress
That looks about right - Mediocrates
nova_robotics (Jul 21, 2020)
You can also bring one jaw out of sequence on the 3 jaw chuck and shim to that jaw to create an eccentric.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

 Reply With Quote
Reply With Quote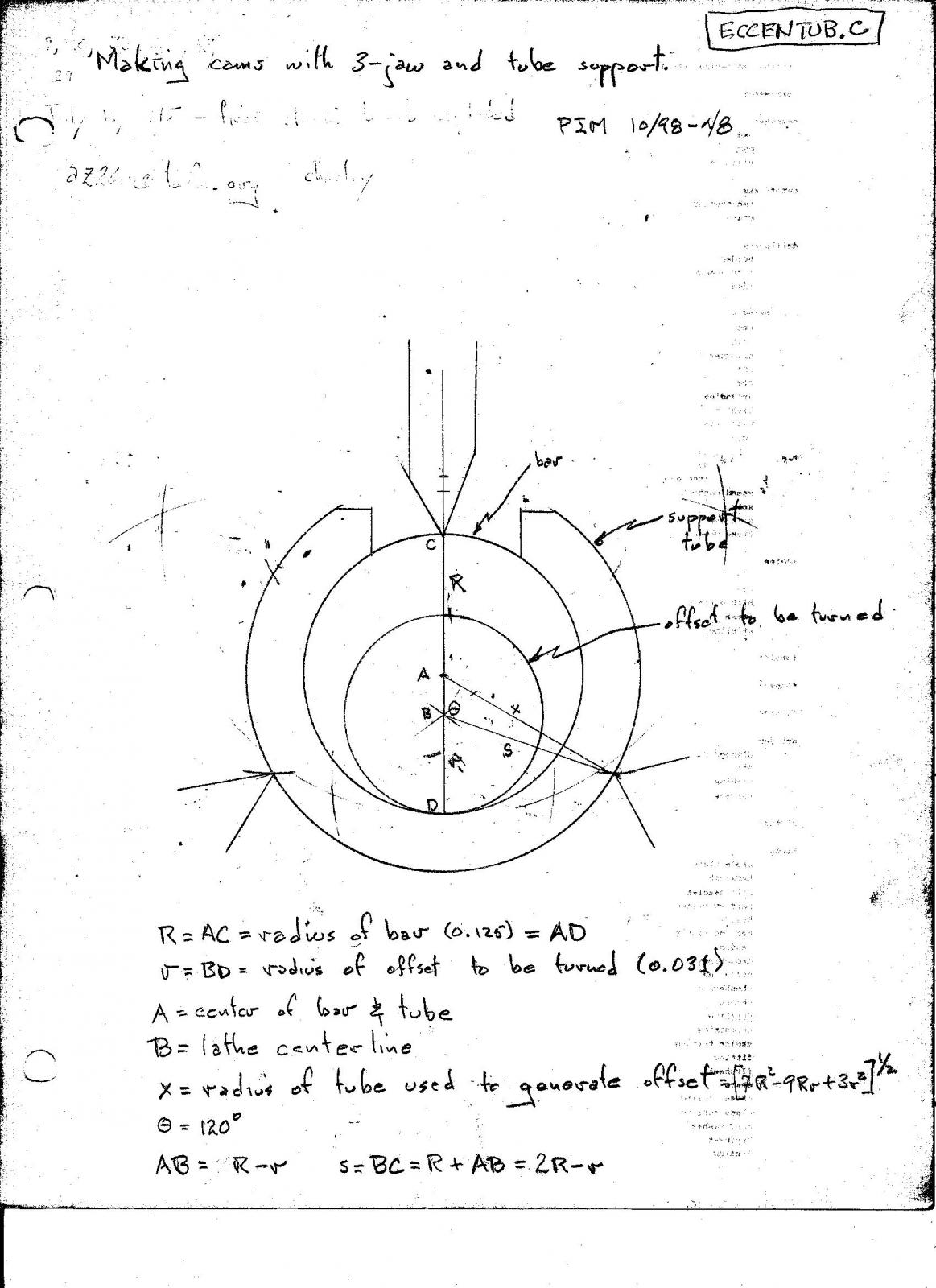
Bookmarks