

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


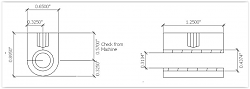
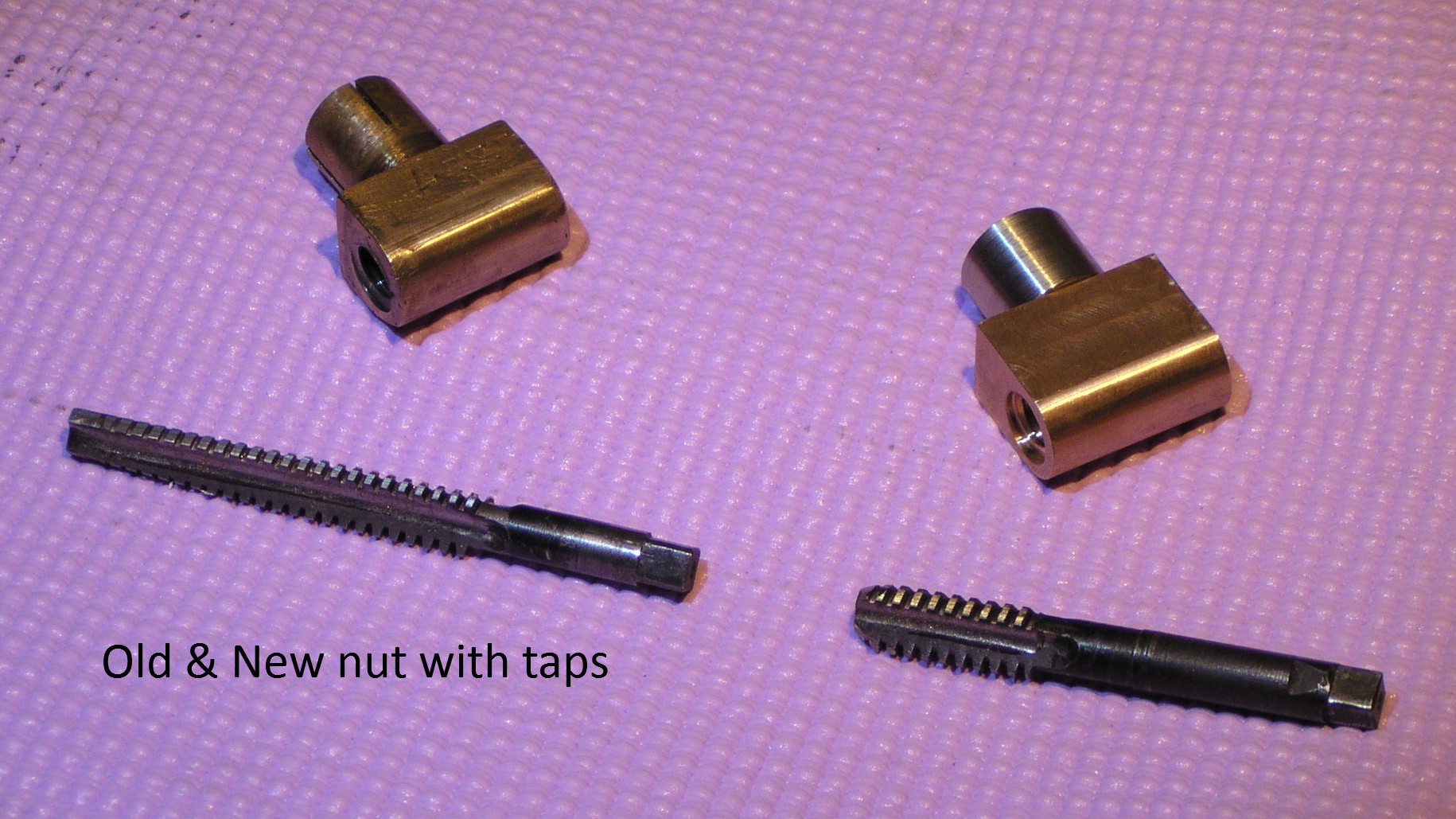
The objective is to convert my cross slide feed nut to a disconnecting two piece version prior to making a taper turning attachment, avoiding the need to remove the feed screw. The original was very worn anyway being 77 years old and not helped by my frequent milling in the lathe. This involved making a new nut from bronze, a bit of a challenge as feed screw is only 0.4375 o/d. Fortunately having already made a new extended feed screw to give 200mm travel for milling (my slide has full length dovetails) I had the foresight to make two finishing taps to the same settings. Acme threads are almost impossible to tap full threads with home made taps so some screw cutting is mandatory. At 0.3125 core dia the tool is somewhat delicate so much care and patience is needed.
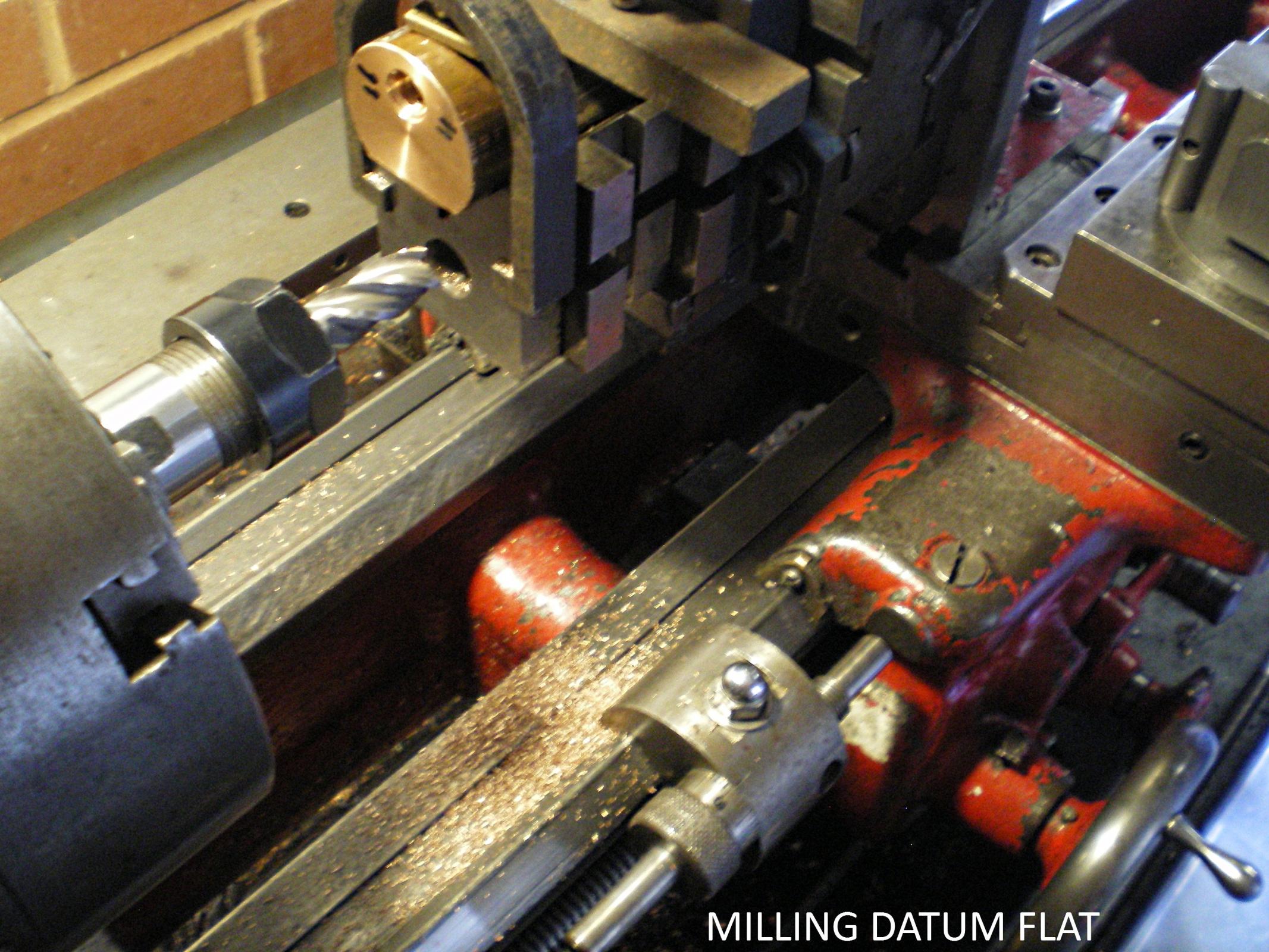
Some hours later I have an Acme form boring tool aligned with the shank so just clocking the body parallel lines it correctly, my tiplap style grinder made this possible. A .004 cut with the tool advanced by .001 during the early stages takes some load off the tool, the final .010 done with .001 cuts. I am very pleased with the fit of the new nut so it just remains to the mill of the excess material, wasteful I know but it was the only stock I had. My milling attachment and quick indexer came into its own for this job but it was a lengthy process, this piece of bronze was resistant to machining and took the edge of three end mills but it bodes well for the nuts service life.
With the slide locked I was getting .024 backlash on the dial. It is now down to .0035 with the new nut, just enough clearance for some oil.








 Reply With Quote
Reply With Quote



Bookmarks