




Last edited by machining 4 all; Feb 6, 2021 at 10:24 AM.


Thanks machining 4 all! We've added your Drill Press Center Finder to our Drilling and Drill Presses category,
as well as to your builder page: machining 4 all's Homemade Tools. Your receipt:

New plans added on 01/15/2025: Click here for 2,702 plans for homemade tools.

This very clever tool does depend on the fixed and movable jaws being at the same altitude and having the same bevel. It also cannot bottom out on the part.
Rick
Rick
Thanks for the interest Rick! Yes, old, misaligned and uneven jaws are not for this tool and for no other! See other geometry options at the end of the video, one may be useful. For me it has been very practical when machining keyways or drilling shafts, fixed horizontally and vertically.
For different bevels, old vises and old jaws provide two equal plates and fix them according to the drawing below. That simple!
Last edited by machining 4 all; Feb 7, 2021 at 10:44 AM.
NortonDommi (Feb 7, 2021)

I often drill round bar by placing it in the mill table slot. This will speed up centre location. Thanks.
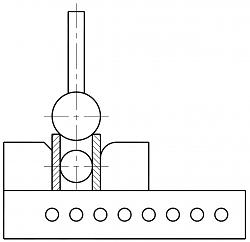
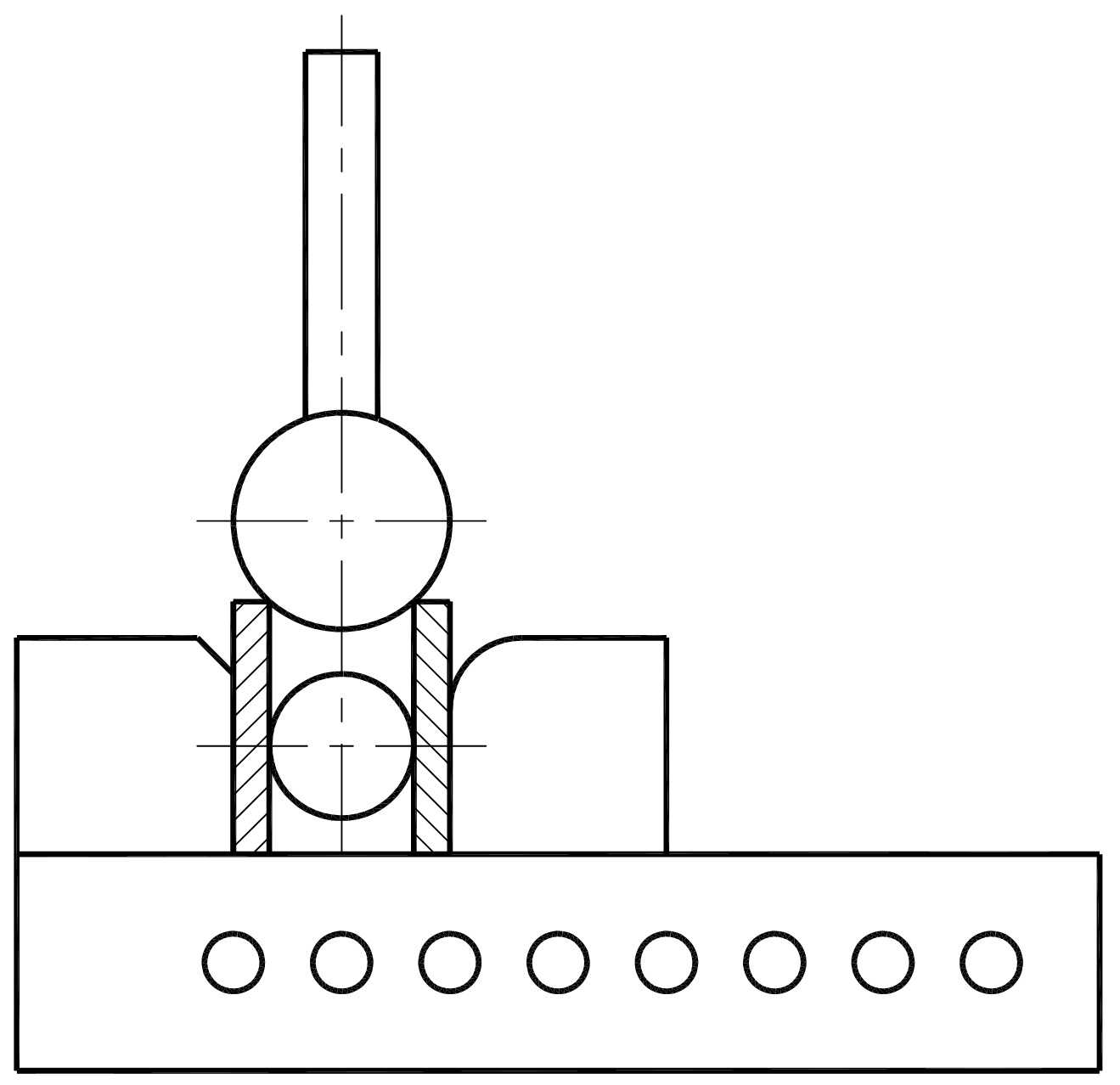
NortonDommi, thank you for your interest! Yes, it is another option, but care must be taken that the drill does not pierce the machine table! If the shaft diameter is smaller than the slot, then you can use a prismatic block (more difficult to manufacture) or use this design (much simpler to manufacture).
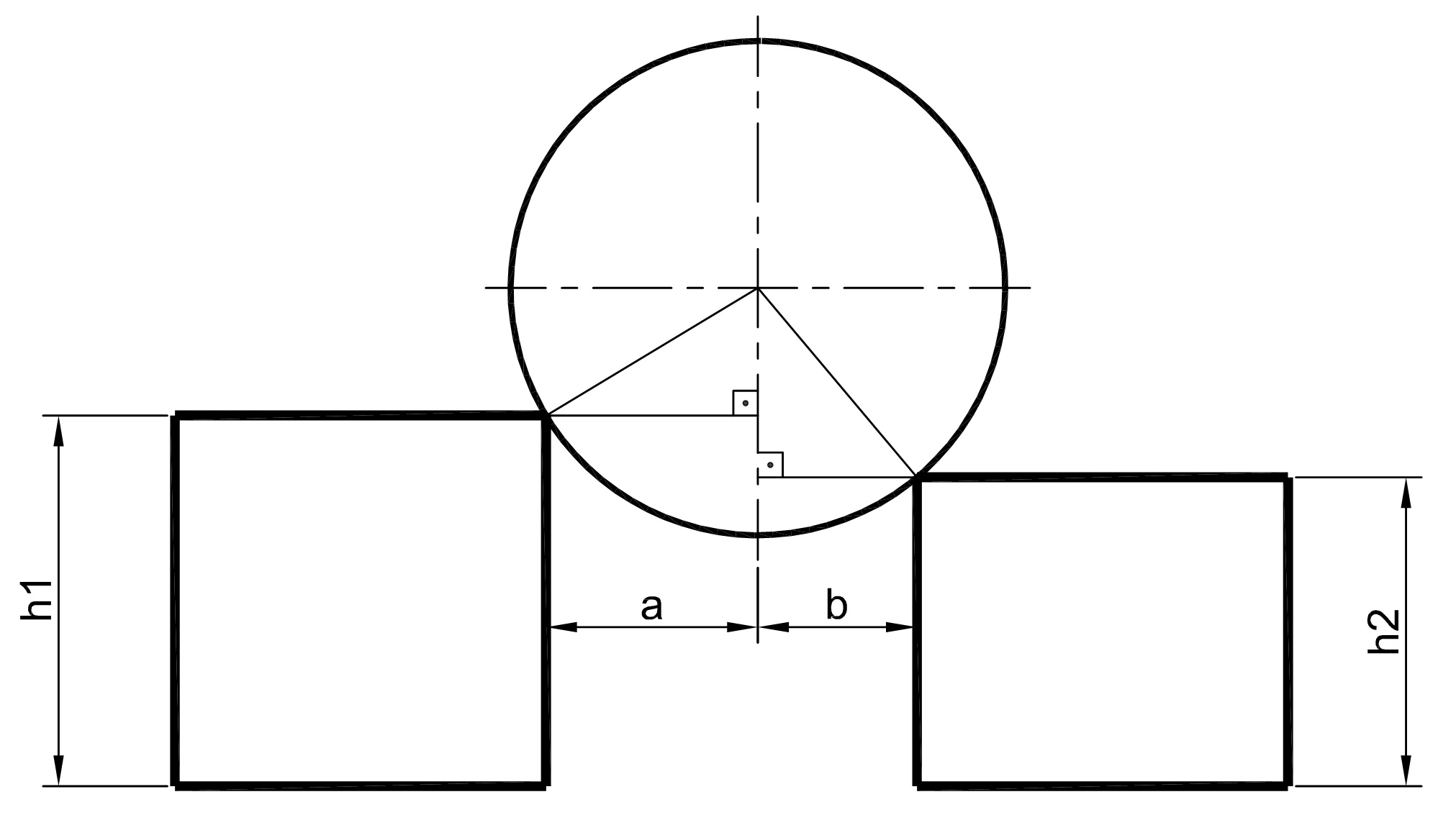
This was an interesting trig problem. I figured out that the centerline error is a function of the difference in jaw heights, the gap between jaws, and the diameter of the center finder tool.
For example, say the jaws differ in height by 0.01" and the gap between jaws is 1":
center finder diameter error in centerline
1.1" 0.002"
1.5 0.006"
3.0 0.014"
This tells me that for the best accuracy, you want the center finder's diameter to be as close to the gap as possible without falling in.
Rick
Rick
Rick, thanks for the interest again! Yes, any vise with uneven jaws in height (or with longitudinal clearances) can cause this and other position errors. As this device works with tangency points, it would be interesting to at least ensure that these points are reliable (or work with some type of templet as I have shown). Manufacturing tolerances must also be observed, in this and other cases.
A simple question, just out of curiosity: how did you check the accuracy of your center finder?
https://rick.sparber.org/acf.pdf
Last edited by machining 4 all; Feb 7, 2021 at 07:46 PM.
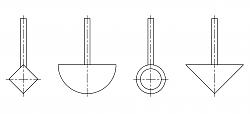
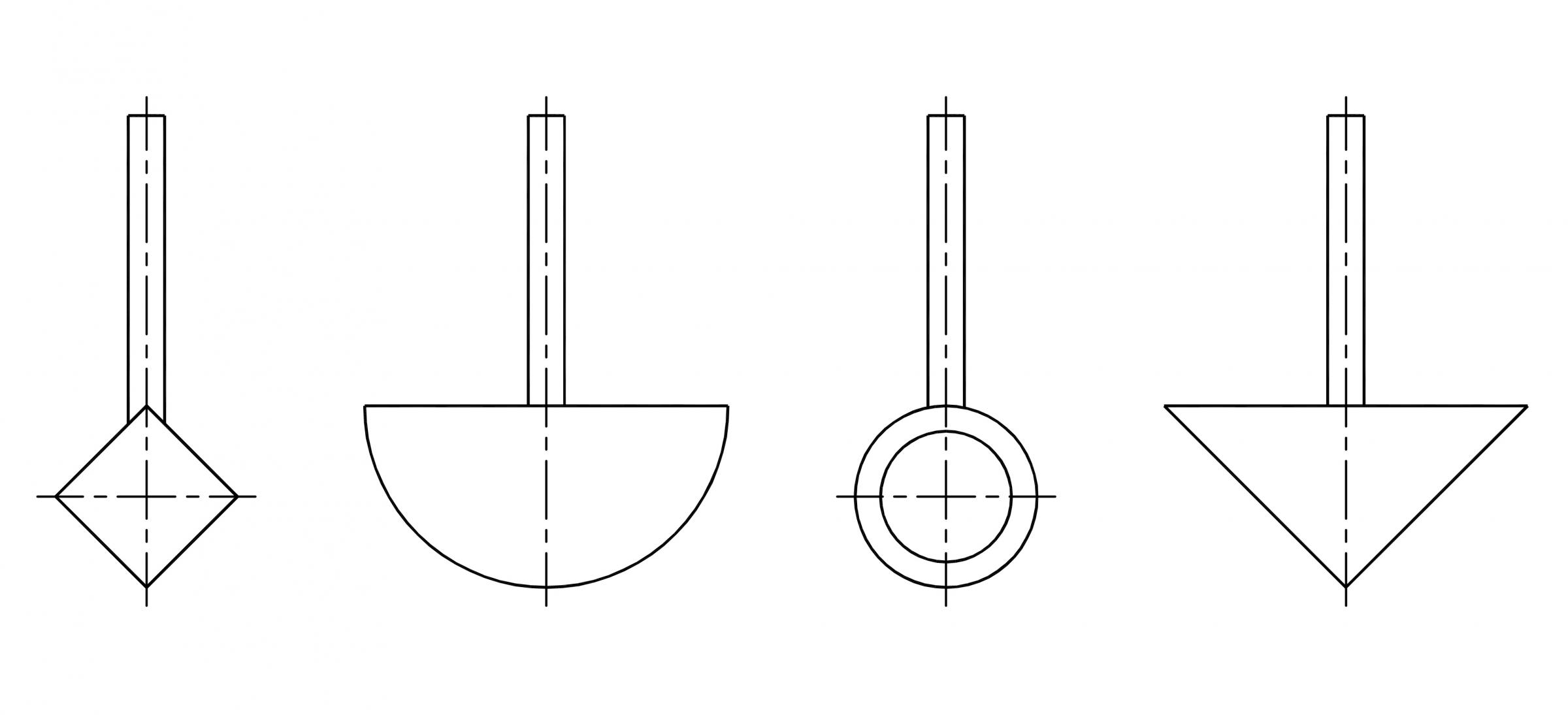
Other geometric options:
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
 Reply With Quote
Reply With Quote
Bookmarks