
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


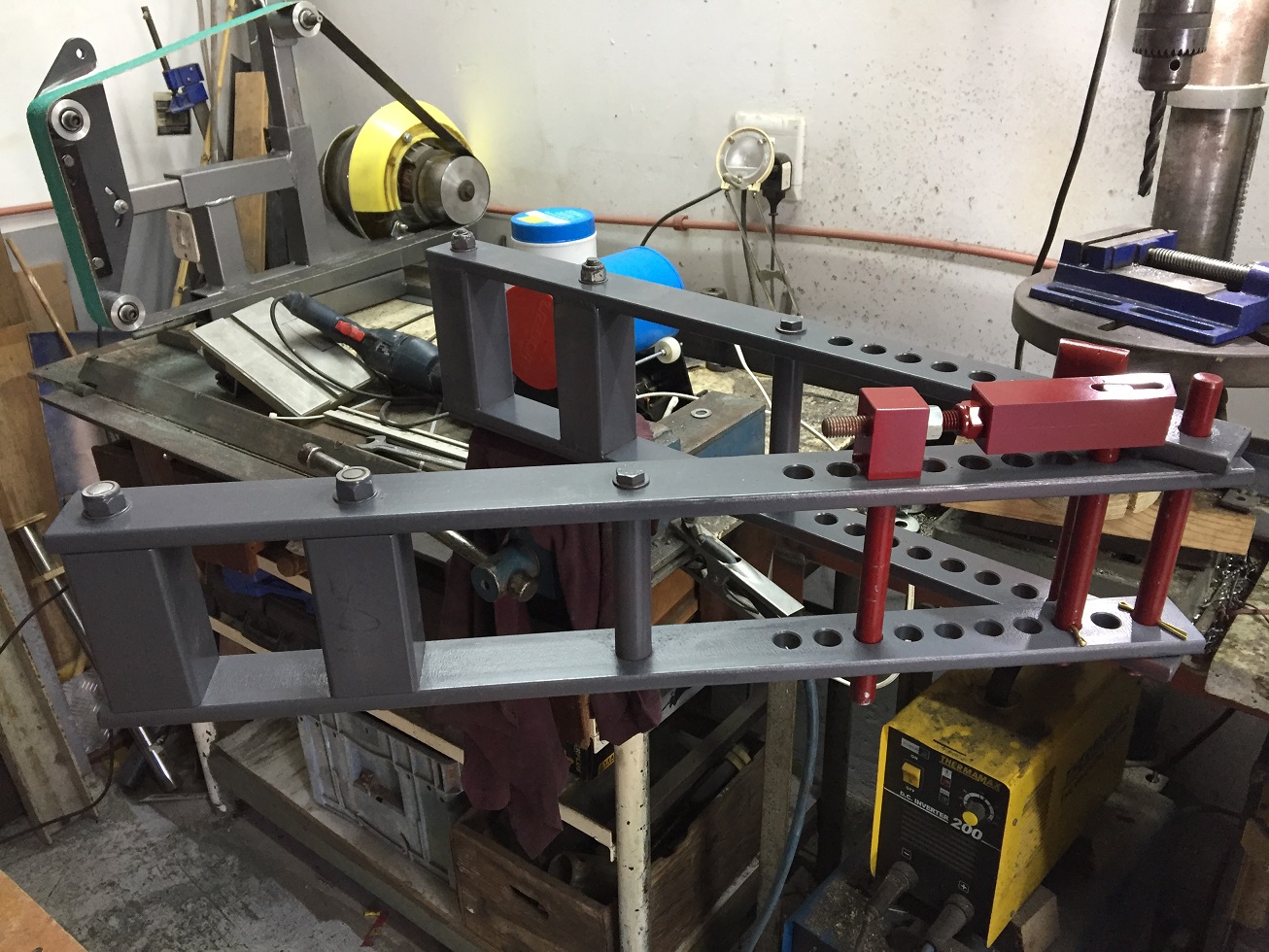
Got going with the next part. The adjustable guide that is used to rub against the item you are bending whilst bending it round a pin. They describe it as the eyelet bender.
So started by cutting it at its prescribed angle of 70Deg. Used the old faithfull abrasive cutter, but with some serious clamping to its bed.
Then I had to machine a 10mm slot just longer than the pitch of the holes in the main frame. This leads me to why I am posting this pretty insignificant fabrication.
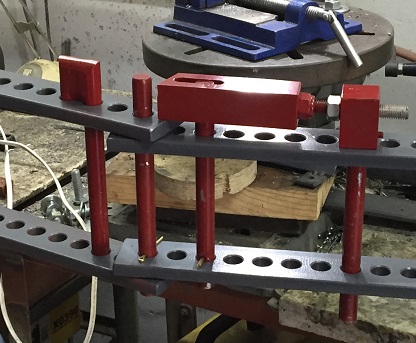
What is best, for the mill, to mill this slot remembering this is a very small machine and the distance from the spindle bearing to the vice is uge. I am basically on max extension to get the cutter to go past the pot of the vice and the the cutter as far out of the collet as it can go.
Do I mill with say a 6mm cutter down the one side and up the other or do I use a 10mm cutter and do the slot in one go.
I ended up, as I did it last night, with drilling as much as possible out first and the ran the 10mm cutter taking .2mm cuts every pass. Had to turn the block around to be able to do the full depth




 Reply With Quote
Reply With Quote






Bookmarks