

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


My employer builds machinery for baking industry on weldments of .180 wall 1.5 x 3 rectangular tubing. Our machine tools are on modest side.
[shop hand] "...that saw can't cut square". [me] Sure, stand for long material isn't level with table. [shop hand] "Oh".
Without a roll-in bandsaw I hesitate cutting 45's to create perpendicular frames. An outside shop does them, VERY accurately. Much of the drilling and tapping is before welding process, so assembly is direct as possible. These lengths of tube can be 18' or more, good angles are good foundation to proceed on.
Drilling is done on the mill, long parts supported by outboard stands. I use the DRO over greatest distance possible, re-setting tube and X axis over entire length, tracking that with reference points along the way...
Layouts were iffy; one man trying to keep a tape measure perched on narrow or wide sides and pull dependable marks from the miter.
So, honoring pitch of hiring interview, a solution was created. Presenting "The Miter Datumizer". Patent non-pending, for entity of no sense of humor anyway. After collecting remnant material I mocked up various ways to attain desired geometry, without a big mill or surface grinder.
BeforeAfter
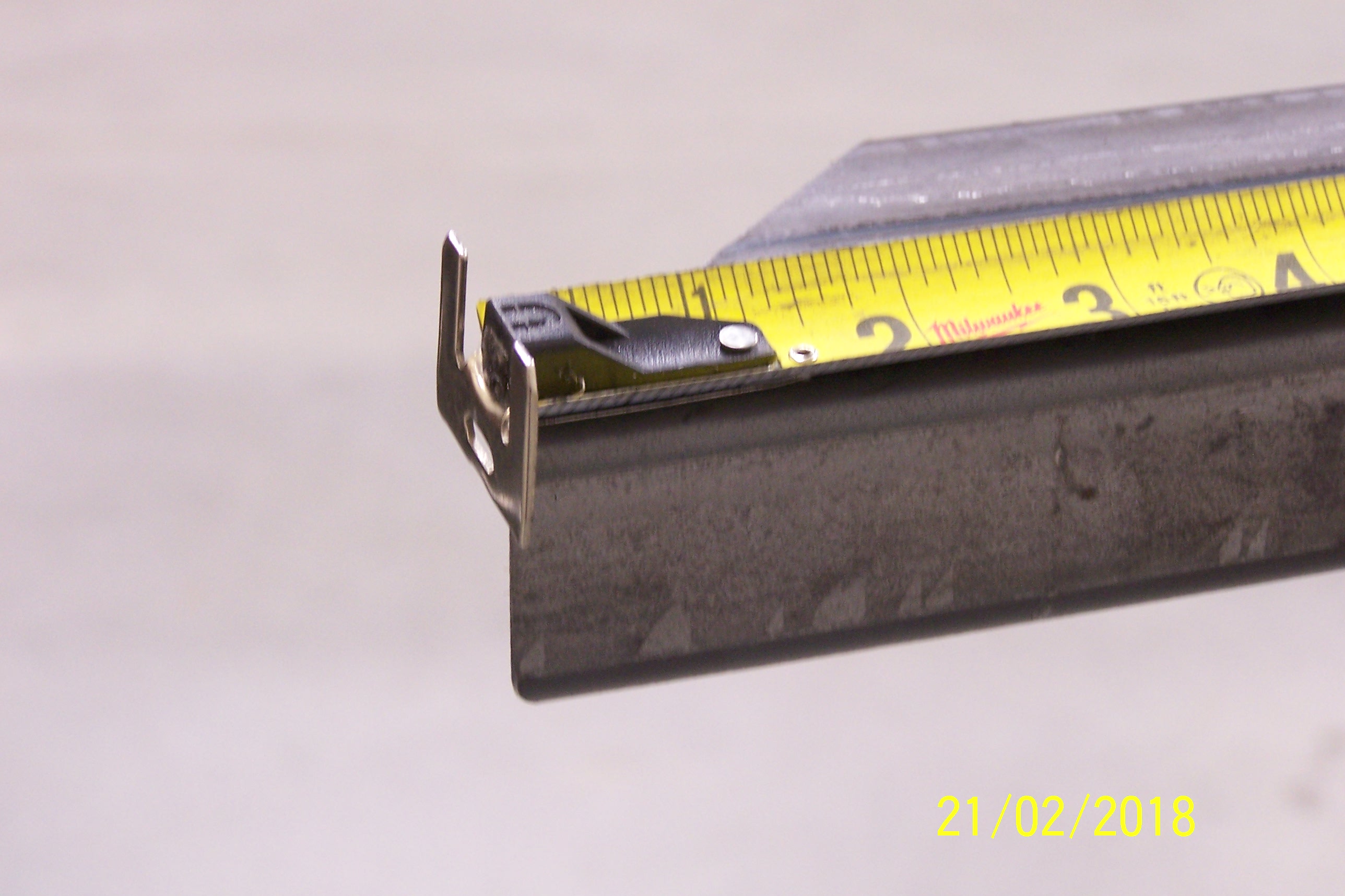
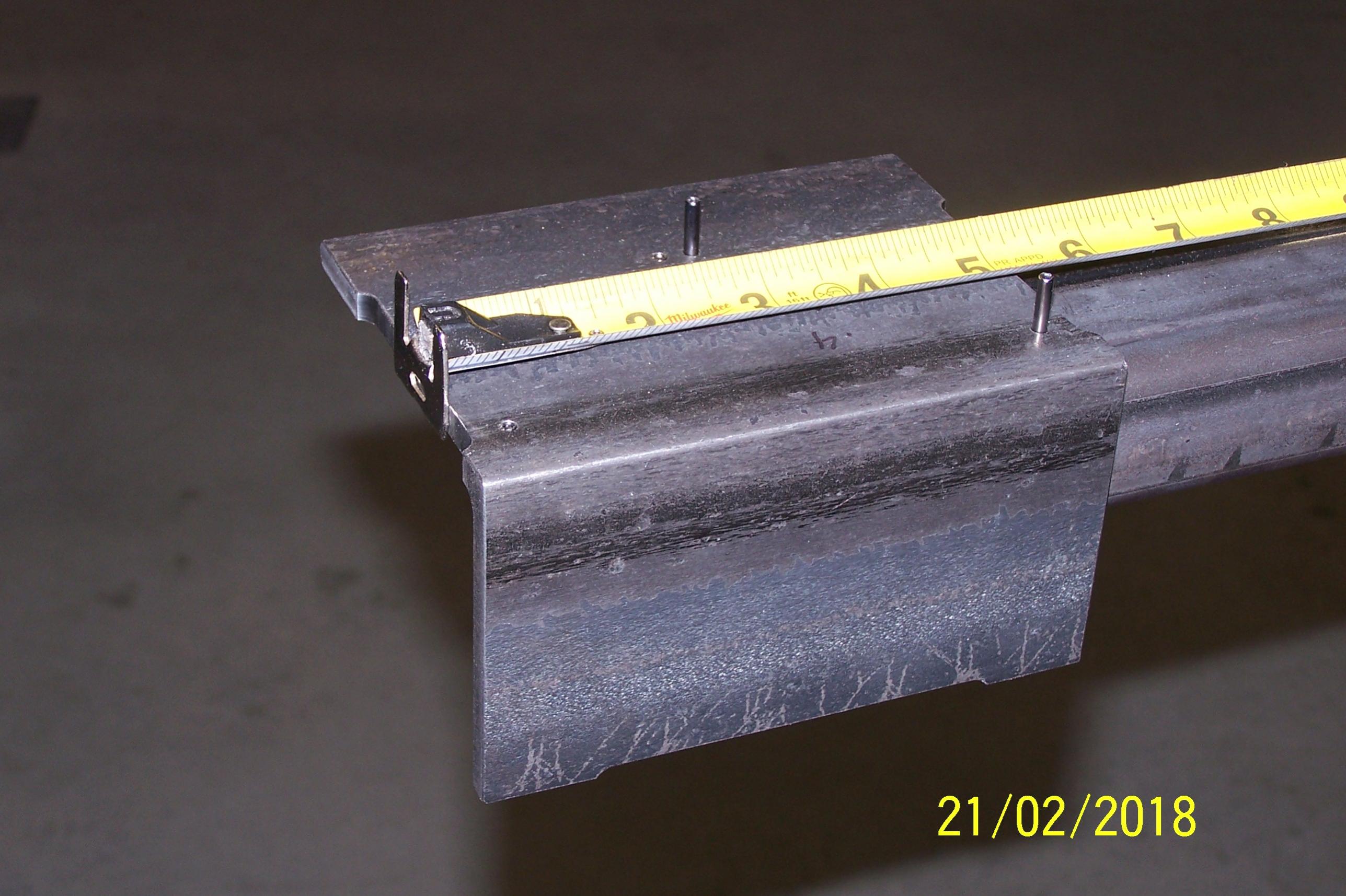
2 sets [right and left] of roll pins are positioned tangent to angle at cut edge of tube, 1 touches on narrower stock. Few holes go all the way through, so that justifies right or left configuration. Just push one set of pins down into place. Sawcuts need to be checked for burrs.
The cutaway precisely represents end of miter point, to correctly locate tape hook in same plane.
What look like feet on lower edge of angle stock, are. Took some prep work to get hot-rolled material into acceptable conditions of flat and square in 3 axis, yet preserve hard scale on raw stock.
I laid out pin locations originally to the milled outside edge, before drilling decided otherwise.
In use, a small bar clamp holds it in place. Thought about magnets, but swarf isn't a decent reference surface yet.
Want one? Haven't a set of plans; all you need is a little trigonometry, and a scrap of angle iron, this is about 5.5" long 2 x 4 IIRC.
If you have an edge finder, displace positions equally in two directions you can skip the trig!
Not really, it's still there, minus the calculations.




 Reply With Quote
Reply With Quote





Bookmarks