

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

I was building a PM Research No. 7 steam engine and needed to tap and cut male and female pipe threads in 3/16-40. These taps and dies are available but are far from cheap. I was looking at over $90 for a set.
Since a coworker needed a set for an engine he was building, I told him if he bought the drill rod, I would try my hand at making a tap and die set for both of us. He agreed that even if I wasn't successful, I would still get tpo keep the W1 drill rod he bought.
Here are some photos with captions showing the operations:
Setting the taper by offsetting the tailstock and verifying it:
Turning the tapered thread for the tap:
Cutting the threads:
Hardening and tempering happens... Heat to cherry red, quench. Heat to pale straw, quench again...
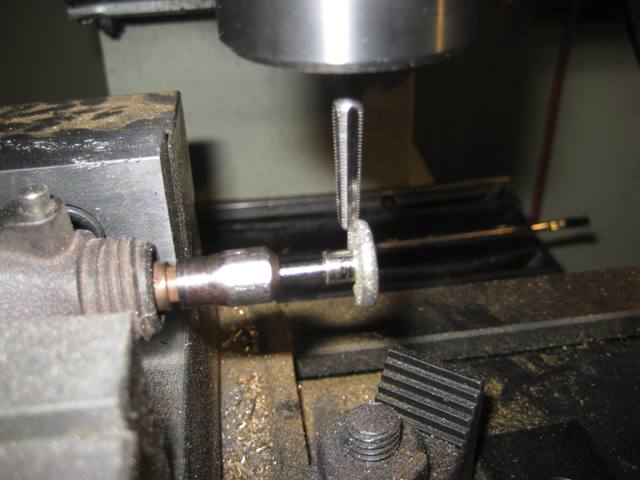
Cutting the flutes. That's a dremel with a diamond coated form grinding tool held in my mill vise. Notice the grinding tool is NOT located on the vertical centerline of the tap... This gives positive rake to the cutting edges. The mill spindle was indexed by eye to give 4 flutes. With the mill tunred off (and UNPLUGGED), the quill was plunged down onto the grinding wheel to cut (and sharpen) the flutes.
I hit my four picture limit, so I will show more pics in another post...
John





 Reply With Quote
Reply With Quote











Bookmarks