
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


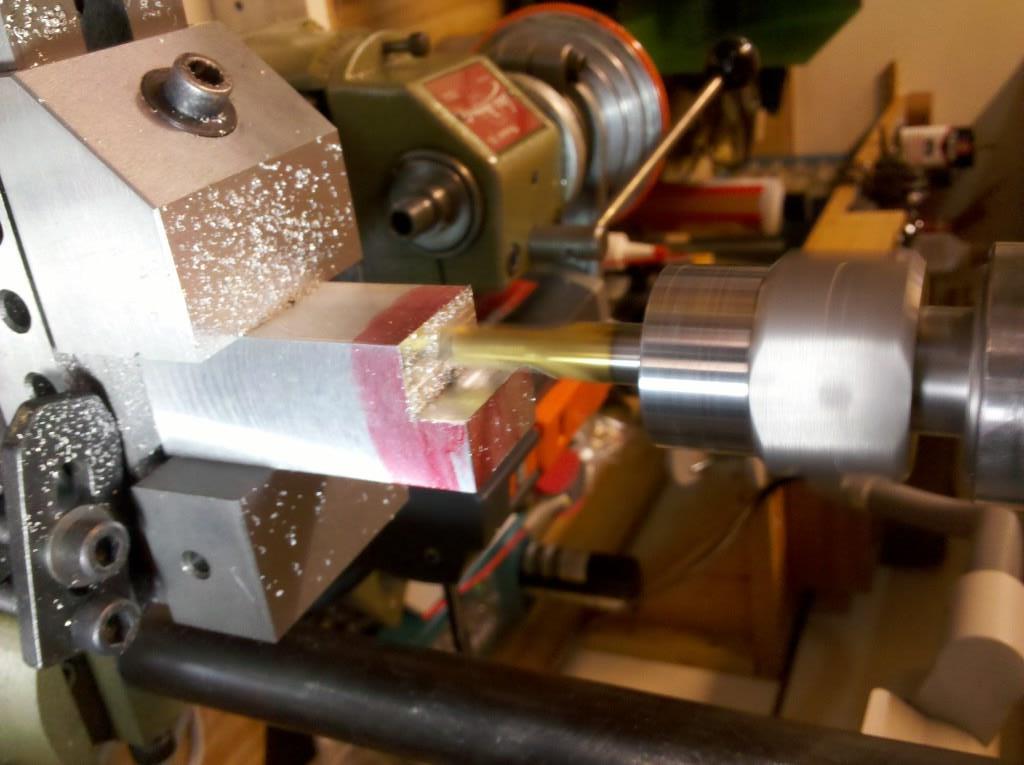
I made my own Milling Cutter Holders for my Unimat SL so I could free up my ER16 collet chuck for my lathe work. I started with 1.25" hex rod of 12L14 steel and rough cut to length with a horizontal metal band saw. Next faced both ends to length and then drilled a rough-sized hole through the entire length. The Unimat headstock and milling spindles are threaded M12x1 which requires an 11mm tap drill. Drilling a 0.433 hole in steel with the Unimat is not possible because the drill and chuck combination is too long between centers so I bored this hole, next bored a shallow relief hole for the spindle, and then threaded with the M12x1 tap. Reversing the part on the headstock spindle allowed for the precise boring and reaming of the holes for the milling cutters. I made a set of holders for 3/16", 1/4", 5/16" and 3/8" diameter shanks and made two extra ones for the 3/8" shank to allow faster set-ups. In addition I drilled holes for 4mm tommy bars and two 8x32 set screws spaced at 90 degrees (one of the set screws is positioned to fit the flats on the milling cutters and keep the end of the cutter from touching the spindle nose). The finished holder with the cutter installed has a TIR of 0.0005 or less which is about the tolerance of the Unimat. It is possible to re-face the threaded end of the holders so the combined TIR of the holder and the lathe spindle almost cancel each other but this is hit or miss process. The last photo shows the milling cutter holder in action.
Thank you for looking,
Paul




 Reply With Quote
Reply With Quote







Bookmarks