
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


After seeing a few video's on these, I had to make one. This is so easy to make and works so good! Setting your equipment is no longer a hated task.
I can't take any credit for this as similar ones are sold commercially and plenty of vids on you tube but here's how mine was made.
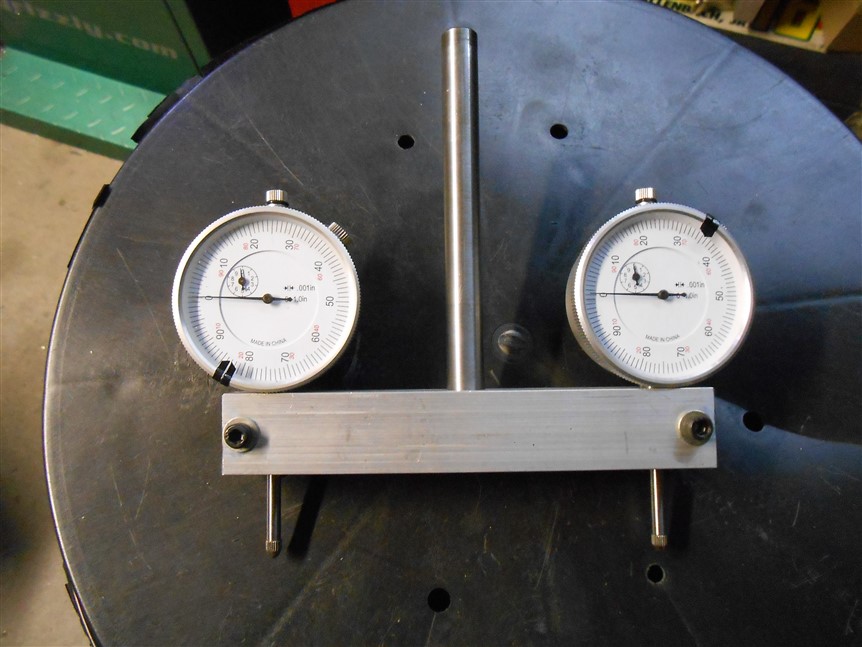
(1) 6 inch piece of 1x1 aluminum bar
(1) 1/2 inch steel rod, about 6 inches long (A Chevy V8 fuel pump push rod in my case!)
(2) Harbor Freight dial indicators
(2) 10-24 cap screws
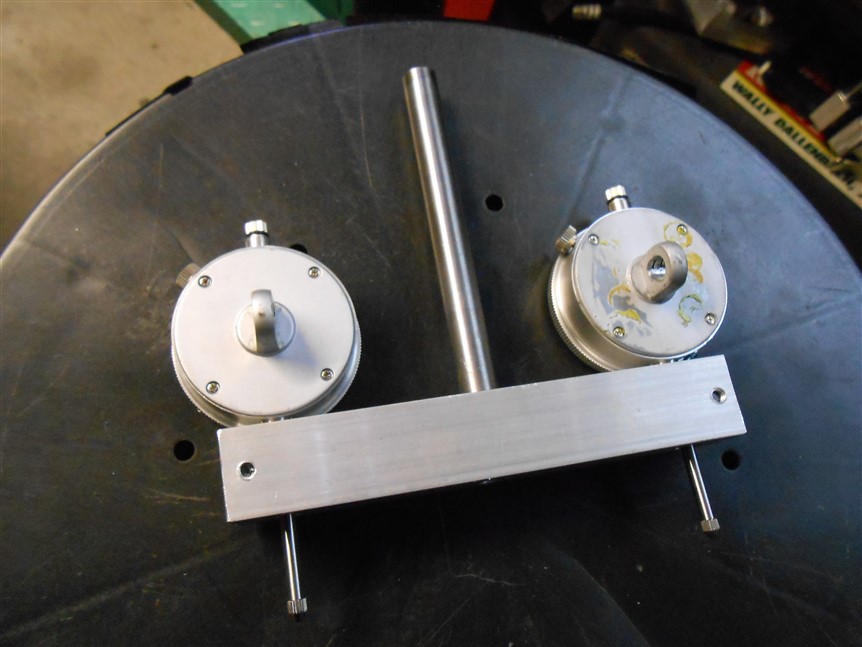
As noted, I opted to use a Chevy V8 fuel pump push rod that I had lying around since it's perfectly straight and hardened it was a good choice. I drilled the hole slightly undersized and used my shop press to push the rod into the square bar. The dial indicators I simply robbed from some other tools I made so I bounce those back and forth as needed. They set in a 3/8 inch hole that is then slotted with a 10-24 cap screw that cinches down to tighten them in.
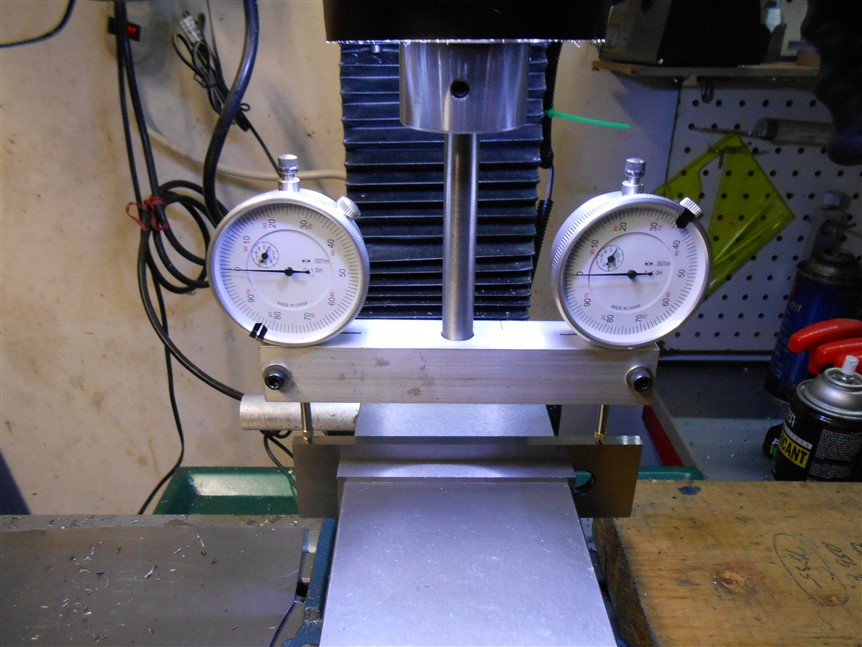
I guess I'm lucky in that both my gauges are pointing to the same spot but it's not important anyway. Just 0 out both your dials and lower your quill down to your table or in my case, I trammed from my vise using 2 parallels. My mill was out a bit so with the mills head bolts loose (but lightly gripping yet) I just bumped it back until both gauges read the same value. (actual number doesn't matter, just so they both read the same)
It's quite fool proof and makes quick work of tramming your mill or even drill press tables.



 Reply With Quote
Reply With Quote



 and absolutely love it! I'll have to tram my head on the Bridgeport and switch to the one I made and see if it's good? With the pro tram it comes with a magnet to calibrate both dials at a given location i.e. Bring the quill down so the 1st dial touches the magnet move= "Pin It")







Bookmarks