
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
This is the method I use for setting a vee block centrally to machine spindle.
This is a quick method for setting up a vee block centrally to the machine spindle, be it a on a drill or mill.
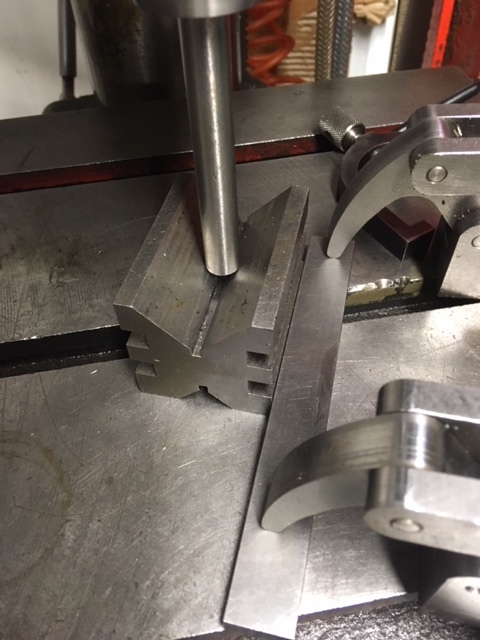
The first picture shows a piece of material which has been machined square in the lathe and is the setting piece.
The second photo shows the setting bar being lowered in to the vee of the block using the machines quill. This centralises the vee block to the spindle.
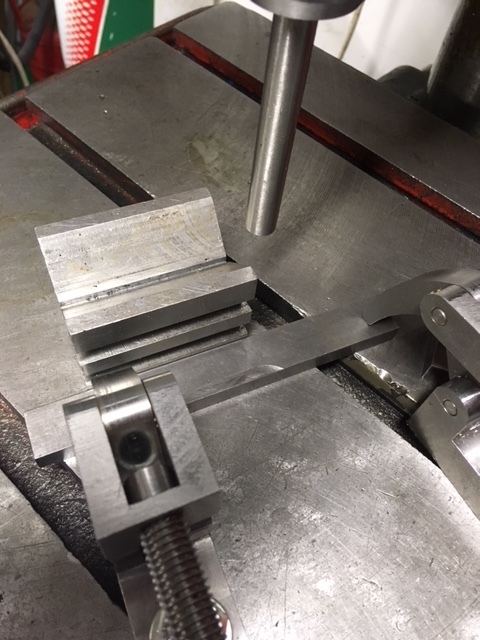
The third photo shows a parallel being clamped against the base of the vee block. This needs to be tighten and square to the block.
The forth photo shows the vee block being moved along the parallel. This enables the work piece to be position without machining into the vee block but still maintaining the central position. (In this case I didn’t need to use the parallel as it is a piece of tube and I am only drill one side of the wall.
The fifth photo shows the clamping of the vee block to the table, the left clamp is operated first with the vee block still against the clamped parallel to ensure the position is maintained.
The sixth photo shows the parallel removed and the second clamp in position to ensure good clamping of the vee block.
The seventh photo shows the centre drill ready to drill the component on its centre line.
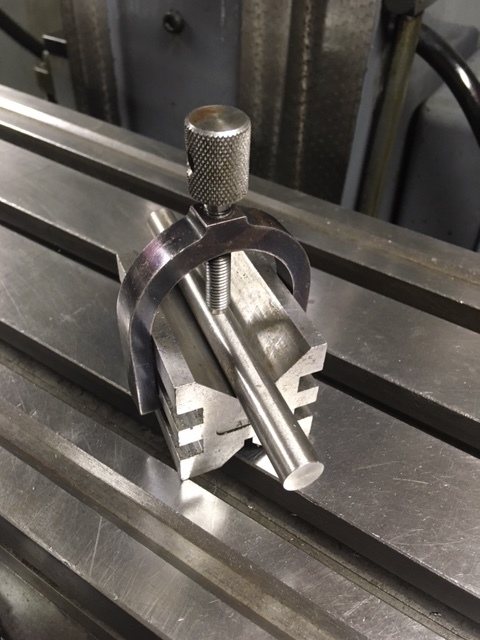
The setting bar is also used to clamp the vee block and horse shoe clamp together for storing.
This isn’t a home-made tool but I hope you have found this useful for any future projects you where you might need to drill on the centre line of a shaft.
The Home Engineer







 Reply With Quote
Reply With Quote





Bookmarks