 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksMake cutoff reliable every time!





Make cutoff reliable every time!

Big-Pete (Sep 28, 2020), H.L (Sep 24, 2020), Jon (Sep 23, 2020), nova_robotics (Sep 27, 2020), Tule (Sep 24, 2020)

Thanks winkys workshop! We've added your Cutoff Tool Holder to our Lathe Accessories category,
as well as to your builder page: winkys workshop's Homemade Tools. Your receipt:

New plans added on 11/20: Click here for 2,589 plans for homemade tools.

Excellent idea and so simple at the same time!

I'm using a quick change cutoff holder. I have two lathes, a large one that uses the 400 series QCTP, and a smaller one that uses the 100 series QCTP.
I used to have problems with cut off operations on the small lathe. It is a 10x24 Jet brand and a light duty bench lathe (about 350lbs). It would dance on the floor when it went into harmonic oscillations. The fix was a piece of 2 inch thick steel that I purchased and bolted the lathe to that. This made it rigid enough that it fixed all the issues with how wimpy this lathe was.
I did mount the piece of hot rolled steel on my vertical mill and faced it off, then drilled and tapped the 6 bolt locations of the cast iron lathe base. I used shims to level the lathe so it turns true.
Cutoff operations seem to be the number one issue with home machinists. And it really appears to be a light duty lathe issue, that really can only be fixed by increasing the mass and lathe bed rigidity.
I like your design of a blade holder, simple. It does require grinding a back relief to the cutting edge.
The down side of the QCTP holders, they hold the blade at the relief angle, so if you change the stick out from the holder, you have to adjust the height. Not a big deal, but it slows down the quick in QCTP when you are doing a deeper or shallower cutoff. And I only shorten the stick out when doing a harder material like stainless.
Both older Logan and Atlas lathes have a lot of problems with cut off. I have a 1931 South Bend 11 which is better than my Logan. On both the Atlas and Logan the primary problem is the cross slide. Other lathes could be different. Another spot on these lathes is the screw on chuck, if you have a new after market chuck the over hang is usually too much and the back plate moves on the spindle. I'm sure other areas are moving as well. Probably the spindle flexing but the biggest weak spot is the threads. Thanks for the comment.
My Jet lathe has a bastard thread on the spindle, 50mmx8TPI. And your right the chucks hang out as well the spindle sticks out past the roller bearing support (a pilot area, and then the long thread).Originally Posted by winkys workshop

I wish there was a way to make reverse drive torque on the threaded spindle nose.
I did rebuild two back plates for not being high enough tolerance on the pilot, every time you mounted the chuck it had a different runout. And I've gotten a Bison chuck for it, and that was the best thing for concentric machining of parts. The original chuck had 18thou runout. It's amazing how many hours you spend improving a poorly made machine. But it was affordable at the time of purchase.
Nice video production, I know there's much time in that to film then edit. Your monologue is nicely performed as well.
>>Nice video production, I know there's much time in that to film then edit. Your monologue is nicely performed as well.[/QUOTE]
Thanks for the compliment. Yes, overhang is a bad thing especially on a small spindle. It's hard to find a shallow chuck. My original 5" Logan chuck is very shallow and has no doughnut on the back. I wish it was a little bigger but it doesn't chatter at all, very solid. I have two 6-inch chucks made by Shars that are very deep and they chatter bad. As mentioned before, I made a steel back plate for one of them and it made maybe an 80% improvement. The cast plate fit well but if you put pressure on the chuck the back plate pulled away from the spindle register. I put a 30 inch bar in the chuck and put maybe 20 to 30 lbs on the end.
Check this out:
I watched your part 2, and part 3, then just finished watching "Making a backplate for my metal lathe chuck".
I'm amazed that your runout is so darn good. Appears your tolerance is all with the tight thread fit.
I'm still of the school that believes the spindle pilot is needed to make the chuck concentric to the spindle, as most thread fits are loose. I don't know why you found your chucks not to have this pilot used for chuck concentricity.
I didn't see the brand of the chuck you acquired for this 'upgrade', but it must be pretty good to have such a small runout. I've not purchased an import chuck in a long time, but the few I've gotten had horrible runout. The chucks that came with my China lathes all had horrible runout.
I found the limits of a series 400 QCTP when I did some trepanning operation a few years ago. I was using 1/2" tool bits. When it grabbed, it over powered the wedge clamping action of the tool post, and bent the height adjustment screw over, as well the tool bit, which was a brazed insert type that I modified from a type "D" square insert shape. That was on my big 18x40 lathe, which is all geared head (7.5HP motor). I was hogging out the material in a large steel piston I was playing with for a project never completed of a Stirling engine.
I thought you indicated that you have a rotary table, but surprised you did not use that for the bolt circle drilling of the mounting screws for the backplate. I don't have a drill attachment for the lathe, seems that could be a good tool to make. But then I'd have to make the index for the spindle. I have a que of too darn many projects sitting in the shop.
One of the most useful lathe mods I did was putting a power feed on the tailstock. I have this on my 10x20 lathe, and need to make the same modification to the 18x40. It allows very slow feed using large drills, and they don't grab (I can adjust the feed speed to get the thinnest of swarf from the twist drills), as that was a problem with hand feeding, at least for me. This reduced the number of drill changes or boring bar cuts when enlarging a hole in the job.
I just subscribed to your channel, stay safe in the shop.
Thread fit on a backing plate is important but it can be fairly loose and still be accurate. Same with the none threaded portion (pilot?). It can be several thousandths over size and the chuck will still be concentric as long as it seats good on the back register. The V shape of the threads centers the chuck. The chuck I bought is a very cheap (about $100) Chinese made chuck and it is incredibly well made (I'm still in shock).
I've never done trepanning but for sure it would be very demanding, even more than cutoff I suspect. Check out the video I did on cutoff.
Yes, I have a rotary table but the lathe is way easier and as you saw, plenty accurate. In fact I just made a 6" back plate for another chuck and drilled to full size in the lathe. it worked perfect.
The power feed on your tail stock sounds cool. I made a new spindle for my South Bend and put two 3/8" set screws in the side that line up with the flat tang on the end of the taper. The taper will NOT spin now.
I think what I'm calling a pilot, is the same as your register. My threaded spindle lathe has the clearance between the chuck, which has the recess bore to fit the spindle register is about 1 thou.
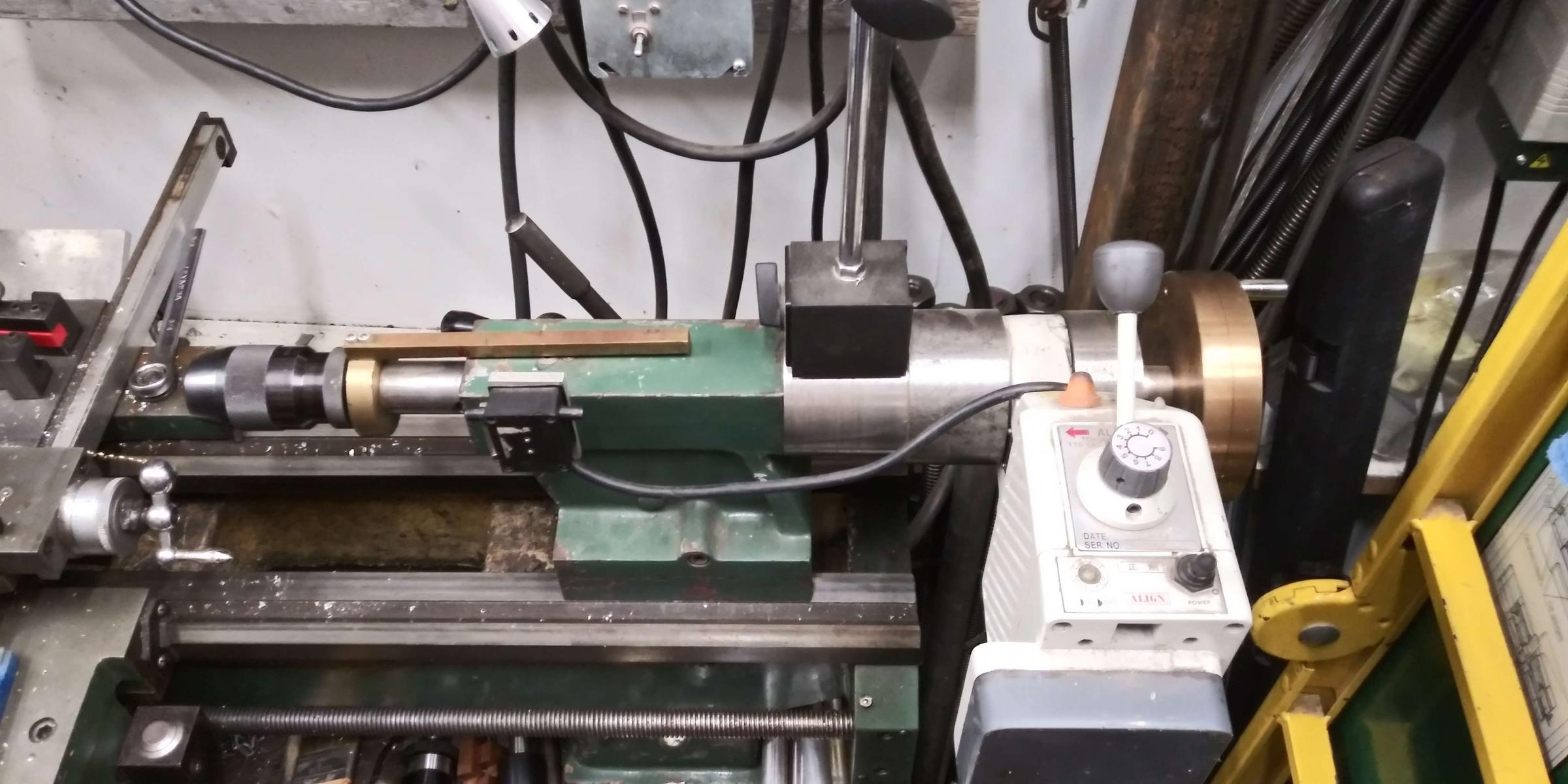
Yes, I had to make a new quill for the tailstock that I could mount a new female acme thread component I purchased from MSC along with the precision lead screw.
And I machined the MT2 hole to have the tang holder.
The cylinder between the power feed and the original tail stock was for a longer quill, as the original travel was less then 3 inches. I seem to do deep boring on most of the repairs around my shop. The crank came from a scrap piece of brass I had in the shop. The original crank, got damaged, when I accidentally pushed the tail stock off the end of the lathe, when putting in a long part between centers. This repair was what resulted in the power feed being added. There's still some projects to finish this, like improving the power feed feed stop switch. I would also like to mount a DRO on this for measuring the depth of a drilled hole.
tenncf (Sep 29, 2020)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote
Bookmarks