
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Tony Foale's excellent presentation of drill chuck technique inspired me. Initiating a discussion on jawed chucks in general; collets aren't quite fitting here. That will however be next/ soon!
There I described a three step drill chuck technique that has always worked as intended, especially on heavy work.
OP here Tightening keyed drill chucks.
We'll start on drill chucks, and somewhat why they aren't lathe chucks. Capacity is largest visible factor, but at the same time perhaps not most critical. Confounding enough? This hits a lot of points, streaming Christmas Eve Eve, so the format staggers a bit. No pop quiz in the morning, and no salesmen will call. Well, yes they might, but NOT concerning anything so interesting. Lol.
So, I'll fire opening round. Yeah. I think in old Navy frame of mind. If it fires but has wheels, mehphhht. Though I do enjoy descriptive terms used by artillerymen. Ours, kind of sparse. Bearing. Range. Comfortable seat, refreshment in one hand, red button at the other.
A] First demarcation on chucks is design; tool-holder, or work-holder. While a work chuck can hold tools, the reverse is extremely limited.
One example is the 'Armature Chuck'. Work-holders, they're brass jawed, key operated, and built to spindle mount on armature lathes. They are common. Over the years what looked like a heavy drill chuck, but not proportional capacity, advertised a work holder but never seen one. That might clue it's usefulness, or customer misinterpretation of the design being restricted like a drill chuck. Marketing thankfully, is no perfect science!
Workholding [chucks] combine many issues; repeatable, safe, rugged, long service, and mountable on selected machines. As such, our jawed buddy is more a fixture than jig, even bolted to a table.
The accepted definitions; jigs guide tools to material clamped within, fixtures secure work-pieces where cutters are aligned by Cartesian axis.
?? Rosie Riveter succeeded using the work of toolmakers, such as a drill jig in a 6 spindle gang drill; maybe built to drill manifolds on all six sides. Her cousin, running a huge G&L turret lathe affixed castings in a chuck; flanged pump bodies, pistons, fasteners etc, where lathe ways and capstan indexing did alignment of very unwieldy cutters.
Could a chuck be jigged? Sure, bushing plates have been mounted on face plates over a part, especially porting tools in castings. Line boring too, is not unlike a jig, securing part against controlled cutter, involving entire machine. Discounting that a lathe turns, the spindle does 'fixture' location, therefore figuratively stationary. A jig gets near a cutter, but cutter finalizes alignment.
Alright, history is in order.
Comparison of chucks:
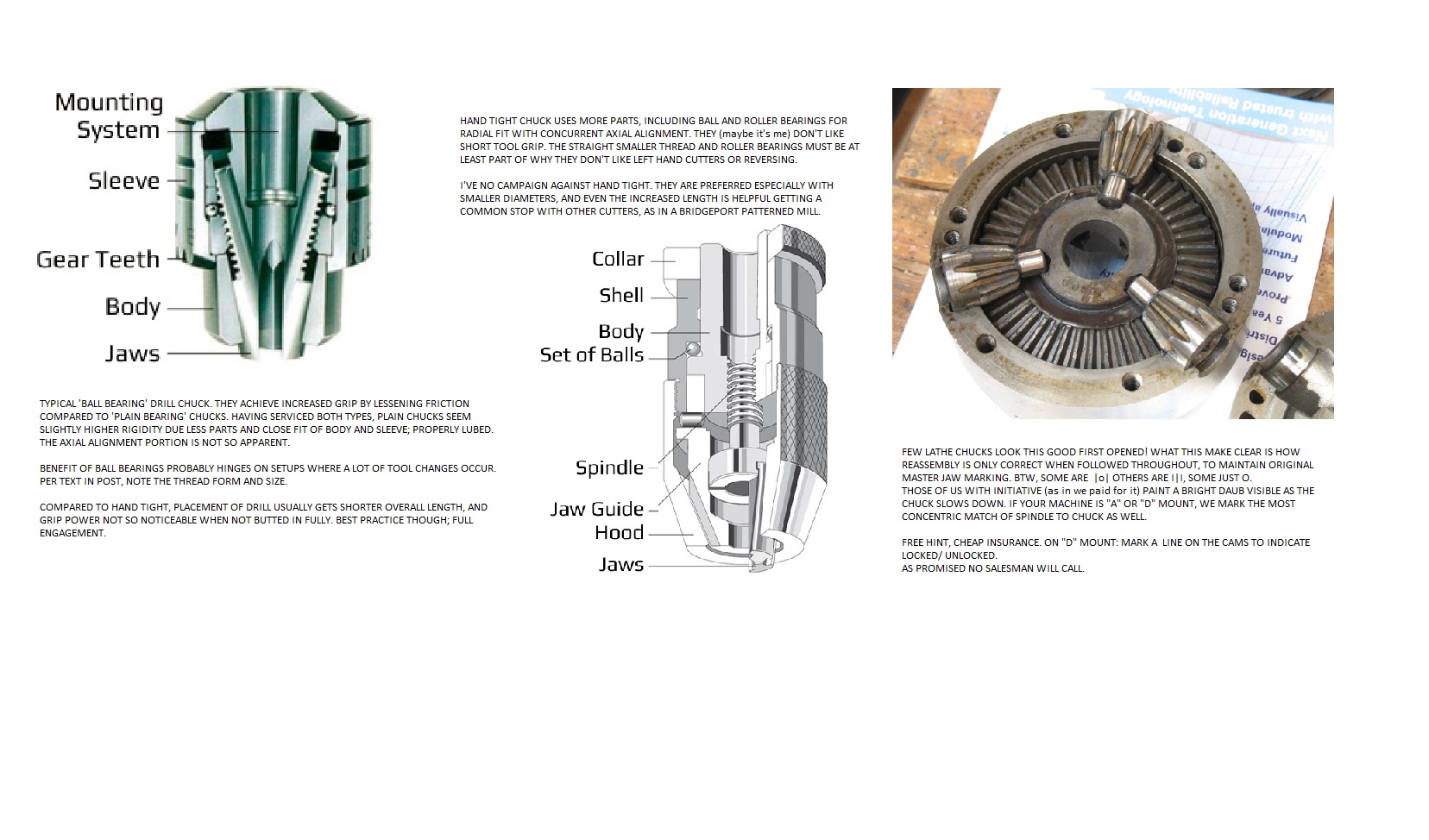
What appears the same effect on a flat scroll [lathe chuck] is not identical. The flat scroll creates a plane of grip essentially perpendicular to the axis, and much broader contact to it's 2-3-4 or 6 jaws. Yes Mabel, self centering 2's & 4's exist, naturally at a price, mainly due low demand.
Anything past a lower medium quality 3 jaw are distinctly marked at the master pinion. Disassembly, surgical cleaning and correct lube of said chuck, will no longer zero via that mark assembled in any order than original. Every element fits a certain way and final truing [jaws] was established through the master pinion, an unalterable fact. Many chucks will run acceptably true on any pinion, because stock OD [or ID] is rarely finish size, so negates run-out. Adjust-Tru bodies have 4 flat tipped set screws that recenter jaw carrier in the body, usually hold .0005 repeatability reloaded with same diameter stock. No surprise, these only have [need] 1 pinion. The same can almost be replicated mounting a smaller common 3-jaw in larger 4-jaw. Which pinion should you use?
Someone will ask (lurkers just wonder) which is first or last. Time has told me two things. Concerning multiple parts; consistency gives good results. By habit, typically mount a part, run jaws enough so it won't fall out and tighten each until master is last. Using master alone is time consuming in a different way. Paint mark chuck face or periphery to locate easily, wiggle the part while closing the master until full contact is made, and snug her up. Either works, personally I use both depending on job/ material/ size.
Drill chucks:
The keyed drill chuck may or may not center well radially or axially; grip is more important. The scroll is somewhat conical [not tapered like pipe]. The drawing illustrates how keyed and hand tight work differently. The hand tight aren't good at reversing, I suspect the cylindrical and smaller diameter thread, versus keyed variety. After center drilling [rigid cutter], a little run-out is lessened when the drill [flexible] enters what amounts to something like a bored hole. Don't assume this is like reaming. One reason reamers are so proportioned, is they enter a hole and try to remain close to the entry axis. For something like a dowel pin, maybe a short bushing, often satisfactory, but rarely true position. True position is best established via single-point tooling, ie boring. That drills are pushed makes other things like bearings enter the picture, quite different when cutters are pulled. The long 'axle' can diminish spindle run-out and increase hole straightness; per THE practice in gun barrels.
What might be called three-hole tightening is a mechanical issue. A brand new quality chuck accepts it readily, just like a well used but still decent chuck. My best; a Supreme 1/2" capacity, grips perfectly, and spins large to small or back just fanning it with palm of hand. Sensational and virgin, having never been key tight on a tap or performed work-holding. Tools Only!
These links, supplied suitable graphics and text hints to round out this short intro. We have a good tendency here at HMT.net, dissecting threads and really pouring in all manner of facts, content, opinion, practice, even DAMHIKT's. lol. I can't consider those being hacks; careful reading shows how successive entries relate. It is after all internet; not intranet... Let fly!
https://www.google.com/search?q=insi...oc71i8M:&vet=1
https://toolsmach.com/en/content/14-drill-chucks
Mounting Taylor Chuck - Denford Software & Machines


 Reply With Quote
Reply With Quote


Bookmarks