
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
Following on from the cradle I made for the cylinder block for my 3 scale Foden steam wagon I need to plug the cylinder bores to aid the making out.
To plug these un-machined bores aluminium plugs were made.
An average size of each bore was measured and blanks turned and tapped in to the casting. Each end was slightly different due to the flank angle on the pattern which aids the removal of the bore pattern core.
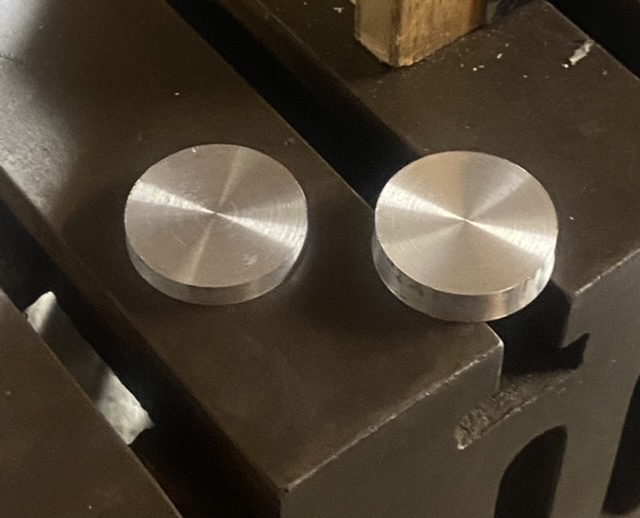
The smaller bore diameter (high pressure bore) was simply machined from aluminium bar stock and parted off.
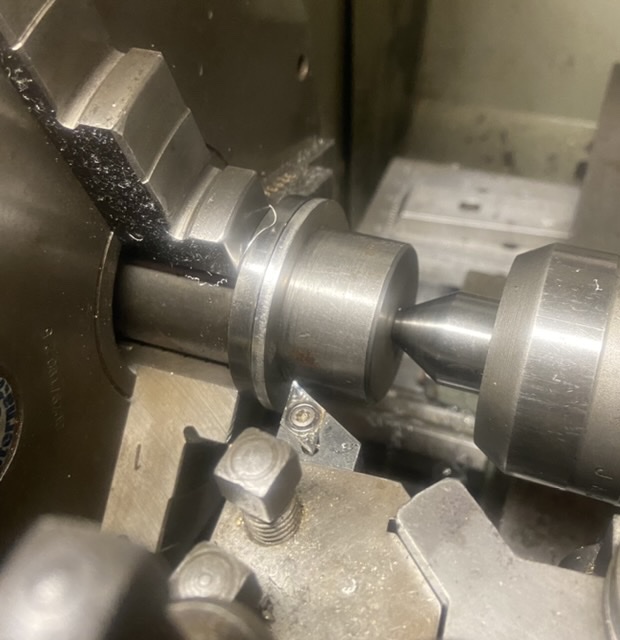
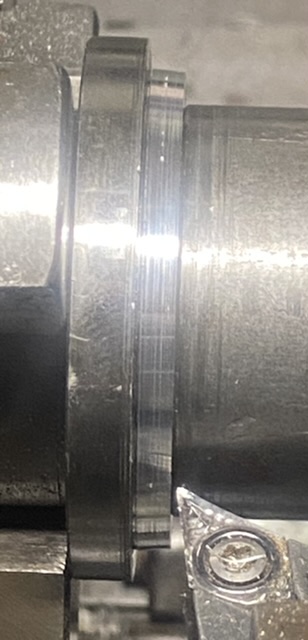
The plug for the larger bore (low pressure bore) was pressure turned from off cuts of 4mm plate blacks, cut out from another project. The blanks were machined at the average size diameter and a taper machined to help the plug engage in the bore. This same taper was also machined on the smaller plugs.
The photos show the core plugs being manufactured and installed.
Pressure turning blanks for low be pressure bore
Cutting taper for lead into bore.
High pressure bore plugs from stock bar
Ready to fit
Low pressure bore blank pushed into place
Hammered in to bore
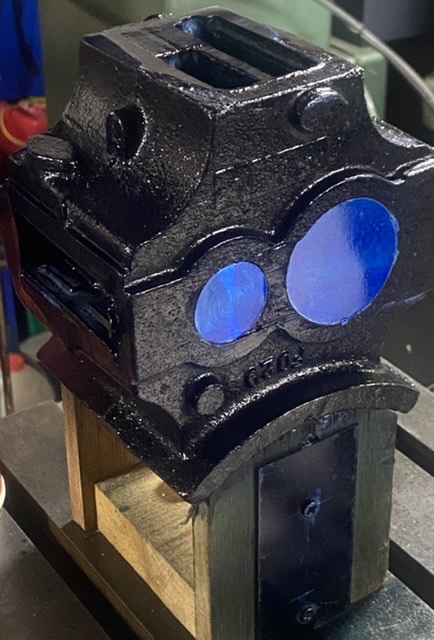
All four fitted and blued, ready to mark out bore centres
Thank you for viewing
The home engineer






 Reply With Quote
Reply With Quote









Bookmarks