
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Beware! Circuitous Build Post:
Doing my own millwright and rigging work of late, self-engineered machinery moves. I like using a tilt trailer, makes up for not having a forklift. One feature of trailer never struck me as ideal, quantity and arrangement of tie-downs. Angle iron structure [rated 3500 lbs] only has 4 designated loops.
Looked at various hardware solutions, E-Track offers most tie-downs but rarely used with open trailers, more suitable fastened on paneled sides.
The screw holes of E-Track are spaced on 2" enters. I'll drill 4, 10' lengths of 3/8" x 1 1/2" hot rolled strip, .203 tap drill for 1/4-20 hex bolts. Avoiding hex nuts, as they won't sit flush, and complicates mounting.
There aren't many ways to drill 2" centers over 10 feet [60 holes], in 4 strips. Built a drill jig. . .
Bottom is flat, clamping directly to material, to slide over drill press table.
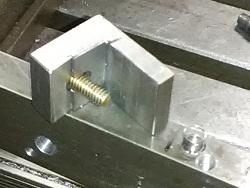
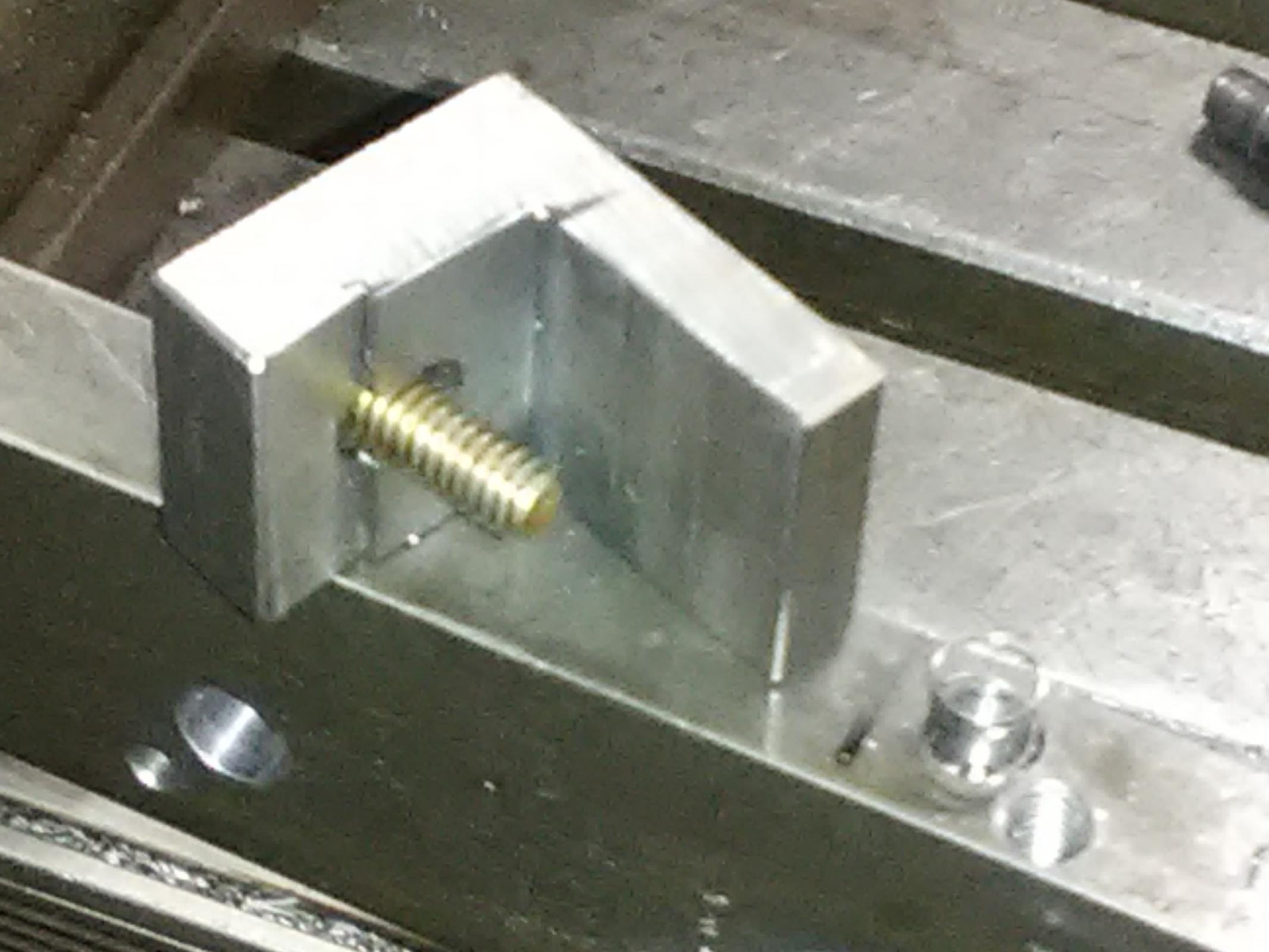
The magic number 7° applies to the clamp system.
On the back [locating] side, 2 flats are milled 7°, with plates screwed on.

Clamps also are undercut 7°, with inclined screws. Hot roll has a bulbous edge, the 7° is 85% height of material thickness.
Tightening the clamps pinches material up to bottom of drill jig. A .203 pin, inserted in a bushing [#7 drill], through a previous hole synchronizes the hole pattern. A small coil spring opens the clamp for repositioning. A 7/16" nutdriver operates the hex screw.






 Reply With Quote
Reply With Quote

Bookmarks