 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
Hi all,
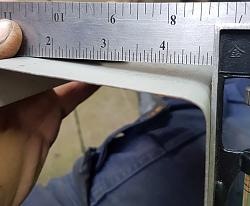
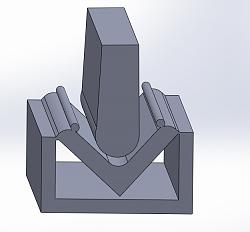
I've built a small press brake to use in my hydraulic shop press but for some reason it will not bend to 90 degrees. Can anyone tell me what I have done wrong. Here are some photos of it. V is 30mm wide and rod is 16mm diameter.
Thankyou


Hi all,
I've built a small press brake to use in my hydraulic shop press but for some reason it will not bend to 90 degrees. Can anyone tell me what I have done wrong. Here are some photos of it. V is 30mm wide and rod is 16mm diameter.
Thankyou




auswelder; You have a couple of issues in at play. well several actually depending on the thickness and strength of the material you are forming.
First off And I have in the past had to make dies and punches similar to yours. When using an angle iron as your die the problem there is there is no bottom relief so any material you press into it can not be pressed beyond 90° this becomes more prevalent when using what is called a bull nose radius die such as yours. the work piece is going to have a certain amount of spring back no mater the thickness or type of material. It would be less noticeable with a smaller diameter nose but still there.
You could add a couple strips of steel to your die to make the top of the Vee slightly smaller like say 2 or 3 mm per side extending down in the angle iron about 10 mm this should solve your problem for forming work pieces up to 2 or possibly 3 mm with the punch and die set up you have, or you could remove the flux from a couple of welding rods and weld them to the angle iron as I have shown in the drawing

Never try to tell me it can't be done
When I have to paint I use KBS products
Also these charts may help you
SheetMetal.Me Air Bend Force Chart.pdf
this one explains the spring back I was talking about as well as has dome useful information on spinning die forming roll forming and deep drawing os if others have interest in these they may be helpful to you as well
Sheet Metal Forming.pdf
Last edited by Frank S; Sep 13, 2018 at 09:16 PM.
Never try to tell me it can't be done
When I have to paint I use KBS products
Jon (Sep 14, 2018), KustomsbyKent (Sep 14, 2018), Papa Bill (Sep 14, 2018), PJs (Sep 13, 2018)

Thanks for your suggestions Frank, that makes sense. I will give it a go and hopefully my issues will go away.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions






 Reply With Quote
Reply With Quote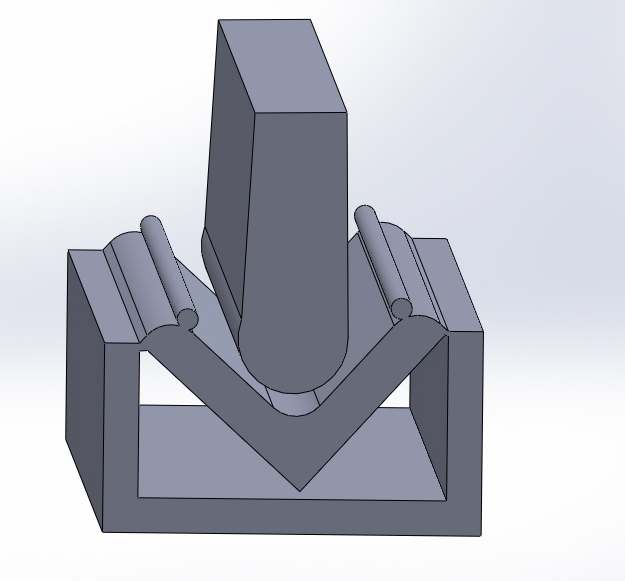
Bookmarks