

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



I am swapping out an Eaton-Fuller 10 speed transmission for a 13 speed in a 2003 Mack Vision 460 hp E7 engine.
The 13Sp had been mounted on the back of a 550 Hp Cumins engine But Cumins has the rear motor mounts on the back of the flywheel housing,
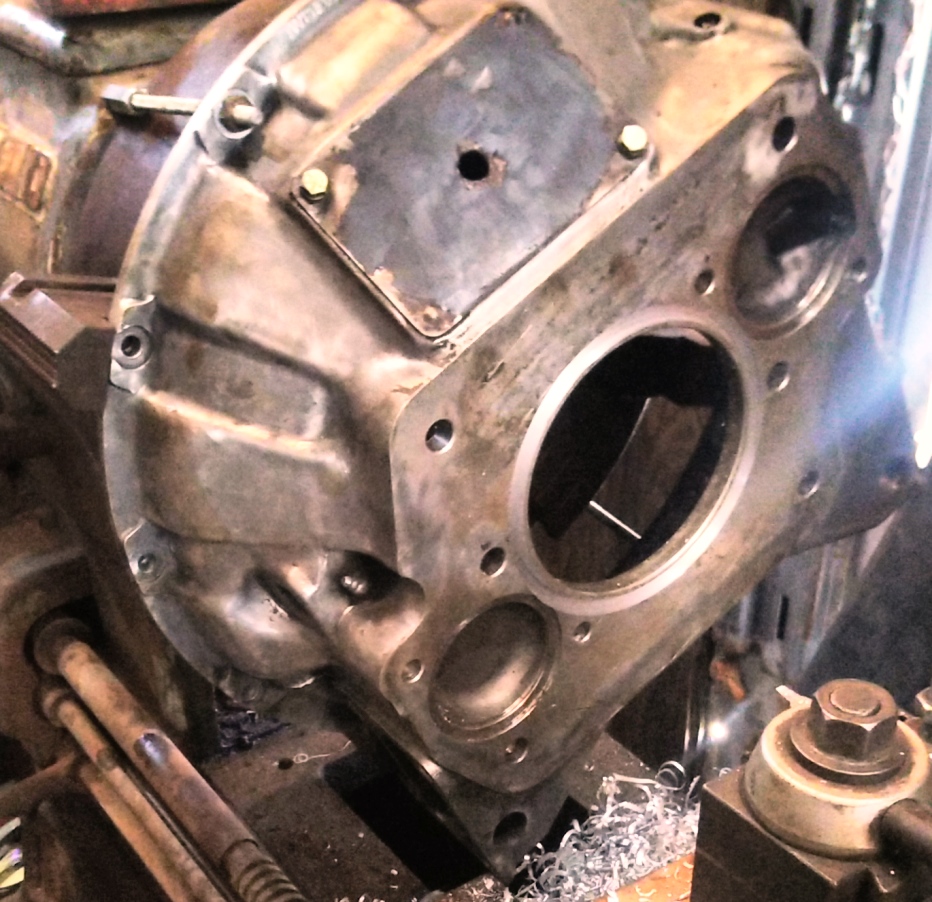
Mack uses the transmission Bellhousing. No problem just swap bell housings from the transmissions. they bolt up but there was a catch. The heavy duty 13sp utilizes an external lubrication tube to add additional lube. to the front countershaft bearings and the synchronizers on the gears the lighter duty transmissions do not they have an internal trough for this. relying on oil splash to fill the trough. There may or may not be a trough inside the heavier transmission, some have it and some do not. I didn't want to open it up to find out or take a chance it was missing.
Here is what I did to turn the 10 speed bellhousing into one for the 13 speed.
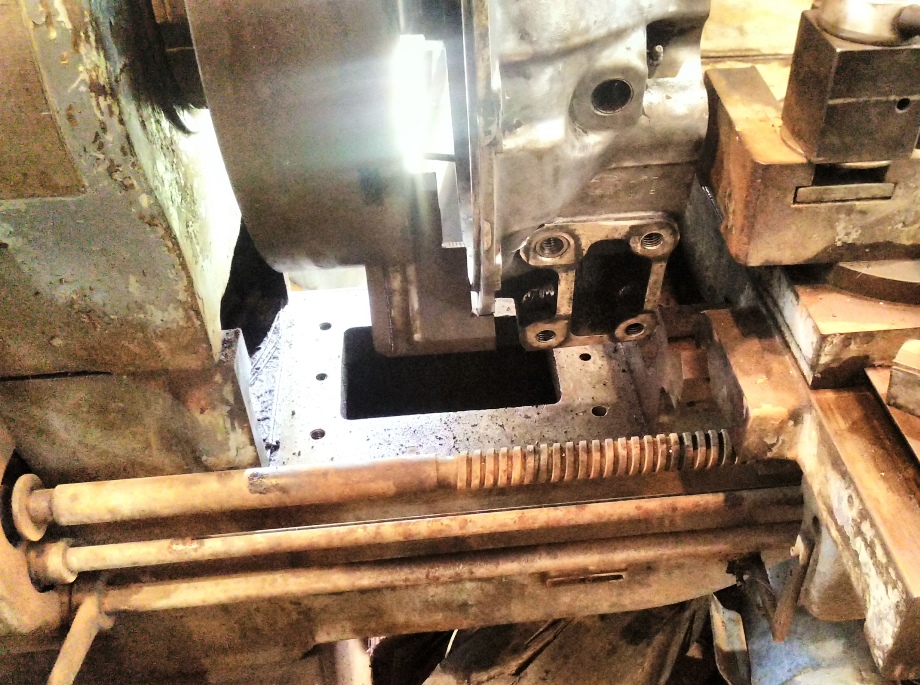
First the bell housing would not fit in my mill to center up on the pilot bore meaning I couldn't mill a groove around that with a boring head and boring bar. I had to force my 22" LeBlond lathe into service. I've had it for nearly 10 years and have contemplated selling it more than once. That won't happen now.
I mounted the 18" Cushman 4 jaw on it then spend several hours freeing up the rusted screws and jaws. I could chuck the bell housing but couldn't swing it because to the raised bosses for the motor mounts. Meaning I had to remove the gap block in the bed. them made the Jay bolts to serve as safety dog clamps. I trammed a .400" wide by .400" deep groove in it on the lathe then matched the layout for the holes and slots that needed milling in.
If the housing had been a 1/4" thicker it would not have fit in the lathe the way I chucked it up
Groove cut
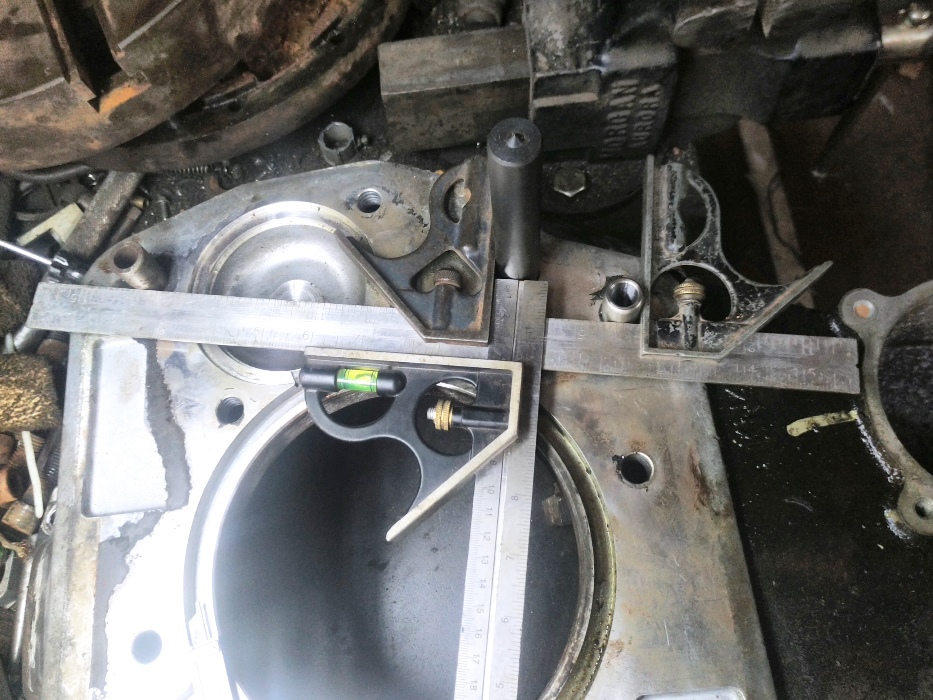
Laying out the holes and slot paterns with try squares and transfer punches was just a matter of dropping a couple MT2 to 3 adapters in a couple holes using a try square with 2 heads 1 head and the blade to locate against the pins the other head to locate against a transfer punch that fit tight in the hole of the 13 sp bell housing and a second try square to complete the measurement.
Doing it like this gives an exact location without having to use any measuring tools then move the pins to the other housing and use the squares in the same way this time holding the transfer punch against the squares and the blade instead of the other way round. Mark the center of the location by striking the transfer punch then rinse and repeat for the remaining locations.
My mill was under sized for me to properly clear the transitions from the groove to the slots so I will have to use a bur file for that








 Reply With Quote
Reply With Quote


Bookmarks