
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Often times, there's a need to stop a threading operation at exactly the same place.
A dial indicator generally works, for the most part, but it's easy to make a mistake; usually with dire consequences.
I needed to thread some 4140 pieces right up next to a shoulder & with the least amount of under-cut.
Blank parts were turned to 3/4" diameter and had the necessary undercut in the 3-jaw chuck.
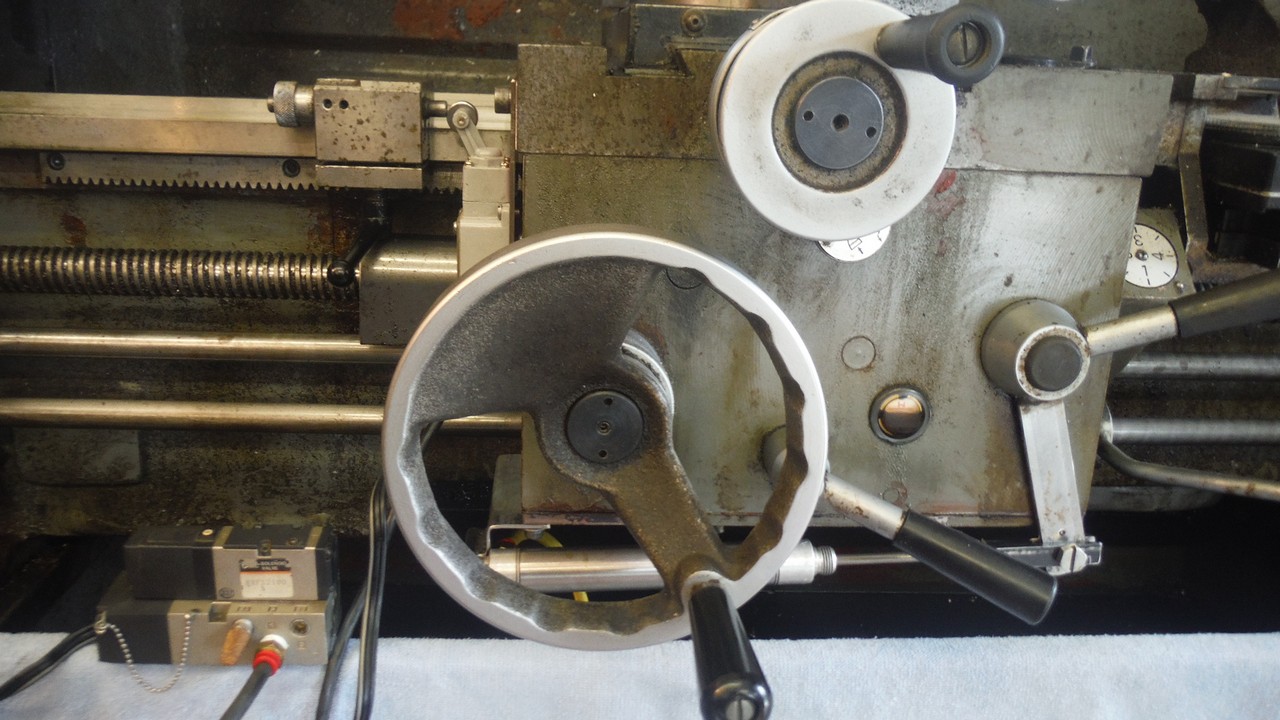
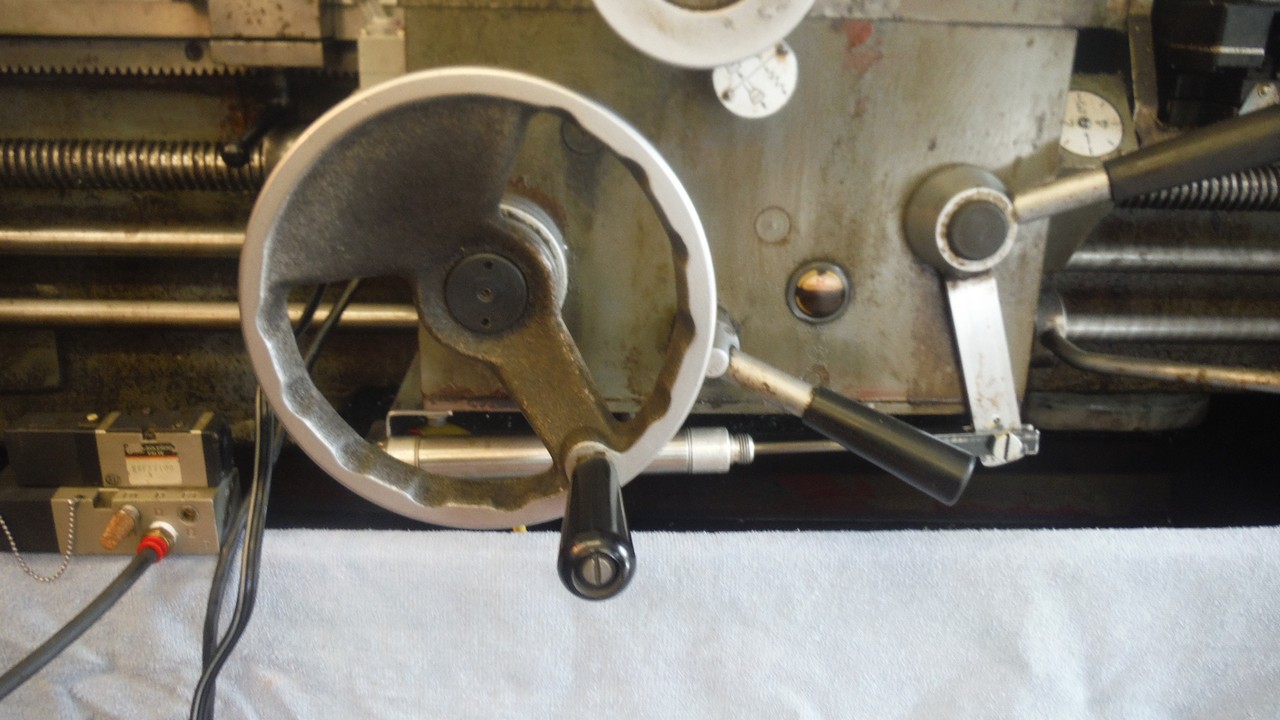
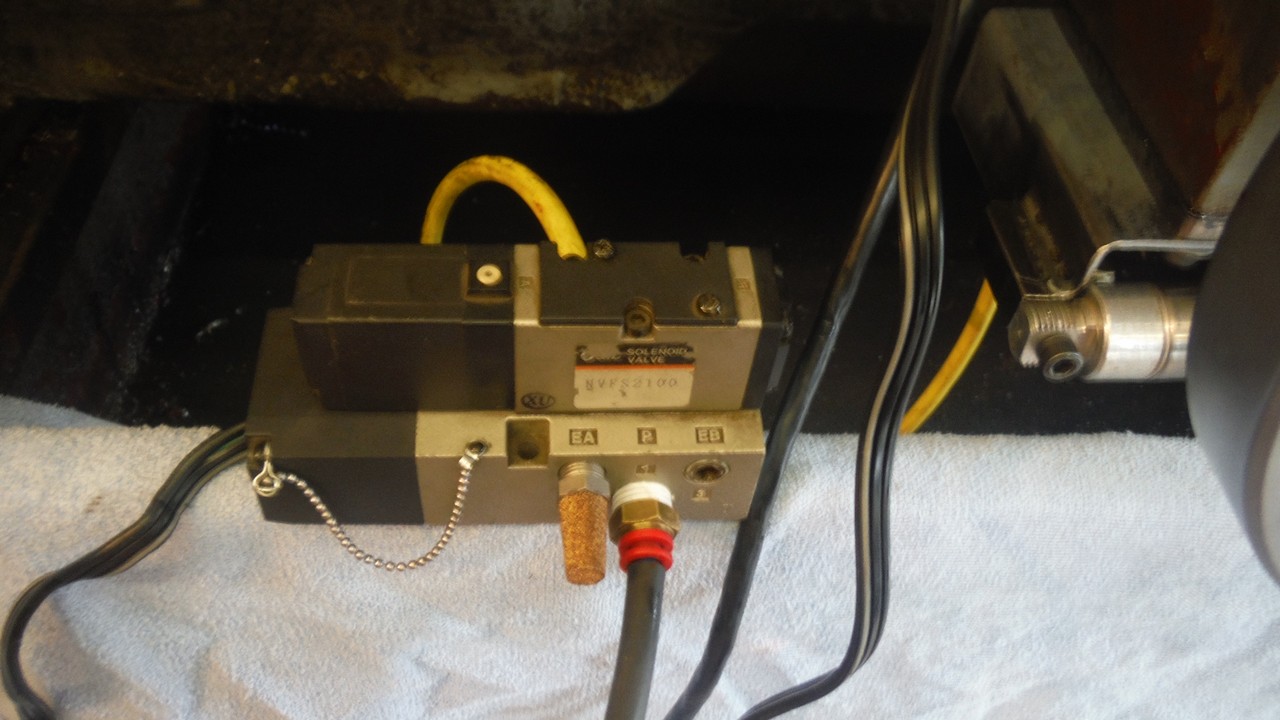
I set the lathe up with a Limit Switch, a 110v Solenoid Valve and a small Air Cylinder.
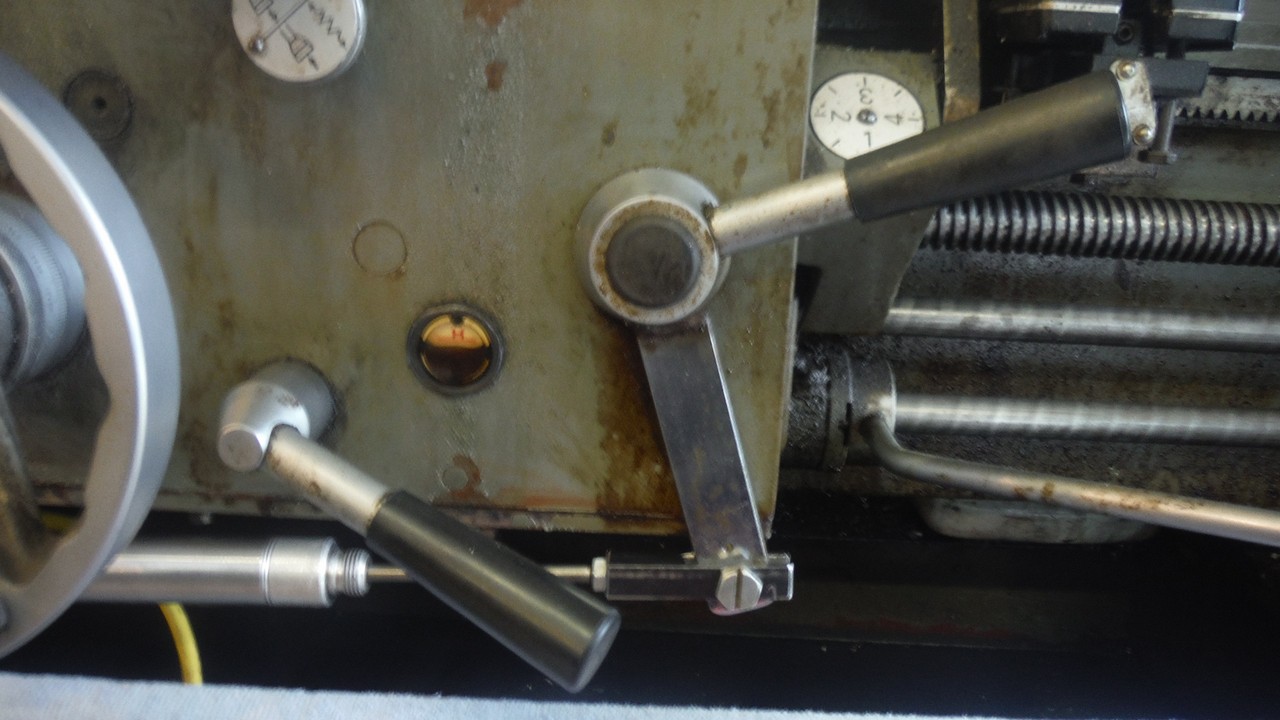
The adjustable carriage stop is set to trip the Limit Switch at the right carriage position, which then powers the Solenoid Valve which in turn sends air to the Air Cylinder.
The Air Cylinder pushes the threading lever out of engagement and the carriage stops abruptly.
It worked much better than I had anticipated. Sure saved alot of time & worry too.
I didn't take pictures of the Solenoid Valve or the Air Cylinder. They're just common items.
parts with threading complete;
a link to the operation;
https://drive.google.com/file/d/1FSa...ew?usp=sharing



 Reply With Quote
Reply With Quote











Bookmarks