 LinkBack URL
LinkBack URL About LinkBacks
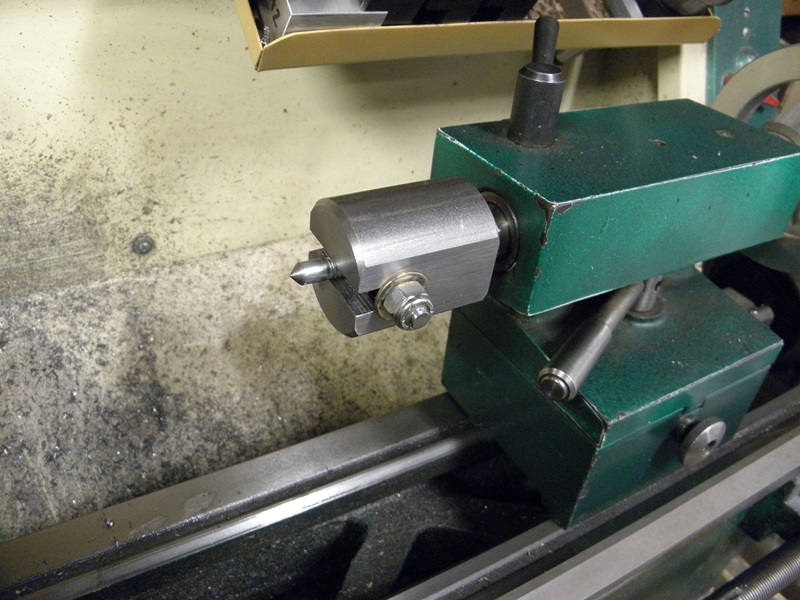
About LinkBacksLathe offset tail stock uncenter. This is a dedicated off center tail stock for making # MT2 Morse tapers. once its set no more messing around. The morse taper is a store bought one with threaded end 3/8-24






Lathe offset tail stock uncenter. This is a dedicated off center tail stock for making # MT2 Morse tapers. once its set no more messing around. The morse taper is a store bought one with threaded end 3/8-24

Last edited by Captainleeward; Dec 27, 2017 at 03:41 AM.
57_210 (Jan 14, 2024), baja (Feb 1, 2020), Christophe Mineau (May 10, 2018), Home-PC (Jun 11, 2022), LMMasterMariner (Dec 27, 2017), Moby Duck (Dec 26, 2017), olderdan (Dec 26, 2017), PJs (May 10, 2018), rossbotics (Dec 26, 2017), Seedtick (Dec 25, 2017), sossol (Feb 1, 2020), thehomeengineer (Jan 12, 2018)

Excellent Cap'n. I'll wager side flats are part of orienting the offset feature?
There have been commercial offset centers over the years, some were high priced, though never seemed to take hold. That always puzzled me.
Dedicated MT#2 is more than just a timesaver in setup and/or return to zero. Having consistency rules even higher.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Hi Toolmaker51 Well I went through this trail and error with Mt2 s a lot of wasted time yes on your question cheers merry xmas..Cap
Very nice I would like to see a little bit more.
Hi Ncollar will take some pics tue and post them in the afternoon. Cheers Cap.



HI Cap, I couldn't tell for sure but your uncenter looks to be a dead as opposed to a live uncenter. I haven't thought of making one for my lathes since I rarely have a need for turning a long taper any more. I used to have a large one that fit my old Turret lathe years ago but I was making API and tapered Buttress threaded nipples I also had a constant velocity articulating internal chuck that I made from the steering knuckle of an old military 5 ton
I like you's in its simplistic design
Never try to tell me it can't be done
When I have to paint I use KBS products

Hi Cap, I like your uncenter and the name is descriptive.
I am also reluctant to disturb a nicely set up tailstock, this would save a lot of time and frustration.
As a point of interest I have understood that to get the best result from offset centers they should be ball ended and not coned, or a female centre with a ball bearing in between, any thoughts anyone.
57_210 (Jan 14, 2024), Captainleeward (Dec 27, 2017), LMMasterMariner (Dec 27, 2017), PJs (May 10, 2018)
Captainleewards' offset center would attract attention here, due lathe size many have and desire to utilize Morse Tapers in shopmade tooling. Biggest plus, you can compensate and preserve the setting exactly to [U]your[U] Morse socket. That fits in with Olderdans' observation and my suggestions to follow...Most of my taper work been hubs, spindles, pipe threads, and a few mandrels.
Captainleewards thread and responding posts address both taper turning and correction of taper, as there are reasons for both.
Well, here is what I've done in particular situations.
1] I can't include a ball center, but usability is obvious. A hard chrome bearing ball (live) in a female center drill would be excellent. Using a true Center Grease would be critical because such a limited contact area in a dead center. Neither is like a "cutaway" dead center used facing long stock, though cutaway might work for small amounts of offset.
re post #13, this thread: Doug "rossbotics" mentions bell center drills - quite a lot like a 2 flute corner rounding cutter relieves a center hole with radiused faces instead of conical. Probably easiest and most reliable approach with live or dead centers.
Even a normal center engages an offset center hole pretty well; consider that dependent on part length and resultant angle.
2] Repairing printing cylinders, we never turned tapers but would offset tailstock to 'straighten' OD's. If there were a center, that was used while turning a band for a steady rest. Before turning, we'd shim connection between center hole & live center with narrow pointed shim stock, until it agreed with that centered up in the 4-jaw at headstock. Mark where you start inserting with pencil or felt-tip, very small changes are magnified, and you'll probably not hit anything like zero right off.
3] If there were a bore instead, a 4-jaw mounted on 5MT spud (large Asian lathes) was used to register both ends running true. Turning band for steady rest assured that area being sleeved was concentric with OD. A light press fit with all that surface area sufficiently supports ball or tapered bearings a long time. As most such equipment run 24/7, a long time is measured in total hours, not calendar days.
4] On new or smaller cylinder we'd slip a false bullnose on a regular live center. It's closely bored to fit the round portion of live end & the cone, drilled so actual point doesn't touch, and an O-ring to help retain it by the cylindrical portion. The OD and bores are completed in one chucking before parting off to a blunt tip. The OD can be roughed while chucked other way around first, eliminating run out with final passes all-round (FAO = finished all over).
Tailstock mounted 4-jaws are useful tooling; available commercially or shopmade. Use a plain back body, bored for proper bearing fits. I've seen them with paired automotive type front wheel tapered bearings, triple ball bearings, angular contact and combinations. A pair of tapered rollers is compact, probably offer best load capacity, if you have room engineer a pre-load arrangement. With ball types, it's worthwhile providing internal shoulders and careful work to insure they share common axial and radial centerlines.
In use, be certain to get both 4 jaw chucks clocked alike (as in topmost jaws both at 12 o'clock). Otherwise torsion and deflection are introduced. A small level will indicate the planes just fine.
Last edited by Toolmaker51; Dec 28, 2017 at 05:17 AM. Reason: Note on torsion.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Captainleeward (Dec 26, 2017)

Another approach is to simply mount the boring head in the tailstock and insert a homemade center (ball or cone) in place of the boring bar.
It seemed to work fine for the (admittedly limited) occasions I've tried it.
---
Regards, Marv
Failure is just success in progress
That looks about right - Mediocrates
albertq (Apr 29, 2024), Toolmaker51 (Dec 26, 2017)

Should serve your purposes Capt. I'm working on a similar project myself as we speak
Comments are always welcome
Doug
Subscribe to my you tube channel
https://www.youtube.com/channel/UCDD..._as=subscriber
Tool Plans for Sale by rossbotics
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions





 Reply With Quote
Reply With Quote





Bookmarks