

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



I noticed here a while back that the cross feed screw and bronze nut on my 6913 Clausing Lathe was developing quite a bit of backlash so I decided it was time to address the issue, I sent an e-mail to Clausing Mfg. asking for the availability and cost of a new bronze cross feed nut, not by surprise but they still make parts for these older machines and are readily available, the nut was $110.00 and shipping was $22.00 WOW!!! I would hate to know what a lead screw would cost.
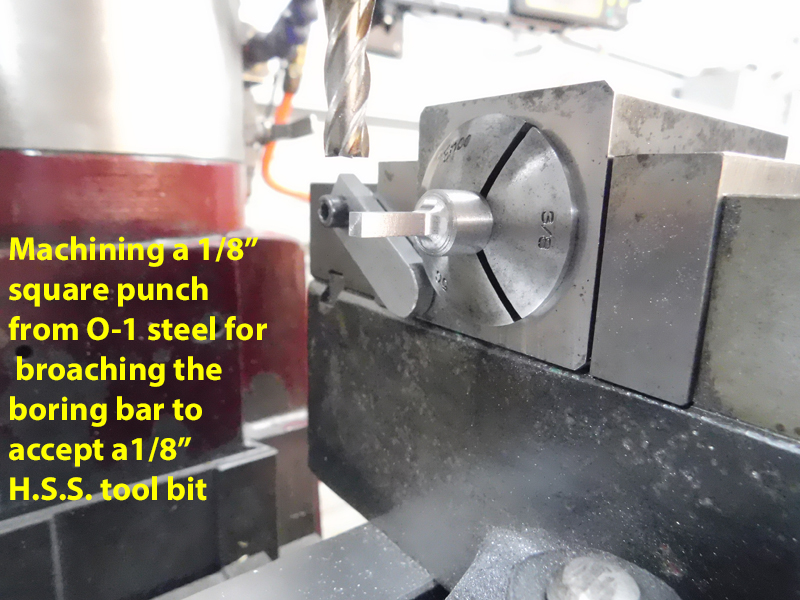
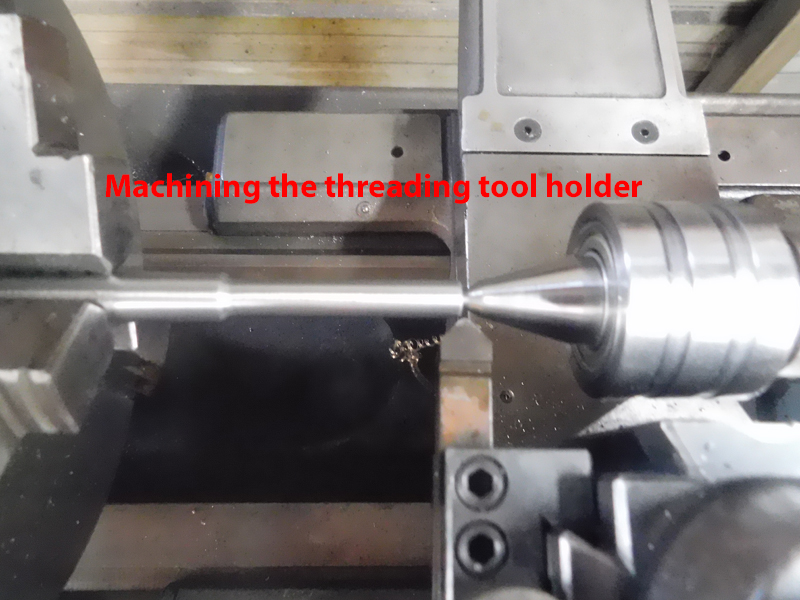
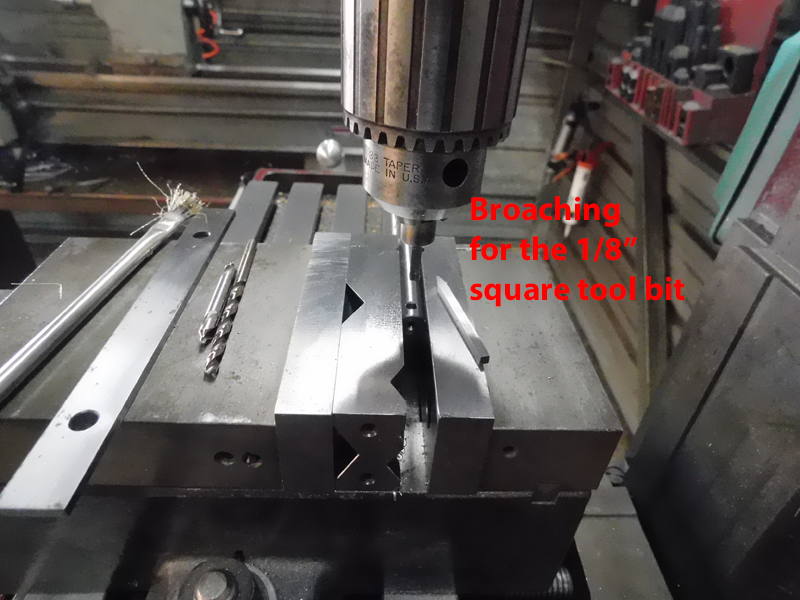
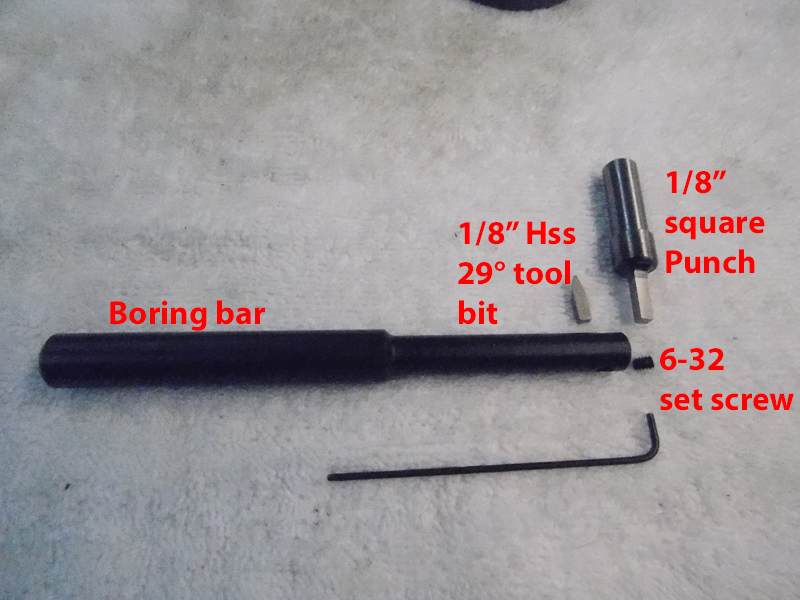
I ordered a piece of 5/8-10 left hand acme lead screw 12long from roton.com they specialize in lead screws and nuts, the 12piece was only $26.00 including shipping, I couldnt find a suitable bronze nut to modify from Roton so I had to decide on what road to take with this bronze nut because Clausing wasnt getting any of my money, I looked into buying a solid carbide ½ shank #10 preformed acme threading bar but it was astronomical as well $97.00 without shipping, so I decided to make a small boring bar to hold a 1/8 square Cobalt Hss tool bit, the threading bar is made from a piece of 1/2" round by 5 long O-1 steel turned down to 3/8 for 2 long on the end where the tool bit will be, I machined a .140 X .140 square punch from O-1 steel hardened and ground to .130 X .130 square, I drilled a .147 cross hole in the threading bar then broached the .130 square while it was still in the milling machine, the entire boring bar was then hardened and tempered, the 1/8Hss tool bit was setup in my universal grinding fixture to grind the correct form of 29° and 8° side clearances for cutting the #10 acme thread, the bronze acme nut was made from a piece of 2.250 round by 2.000 long 954 bronze (which I had) I machined it similar to the factory design then chucked it in a 4 jaw chuck and threaded the inside to fit the new Roton lead screw.
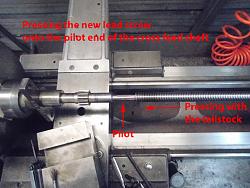
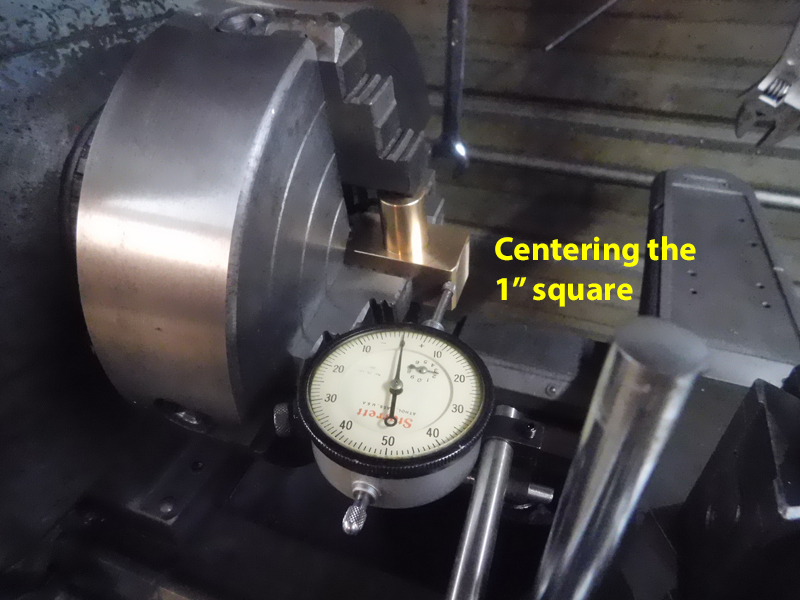
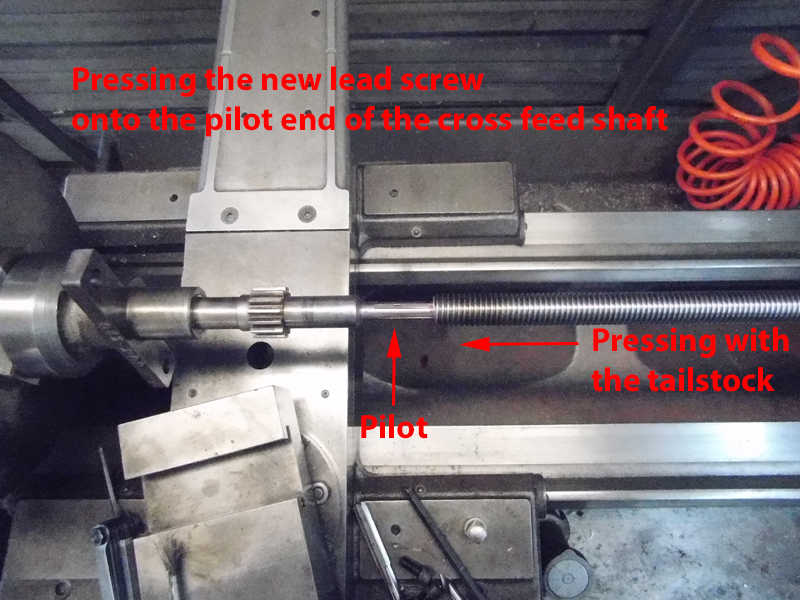
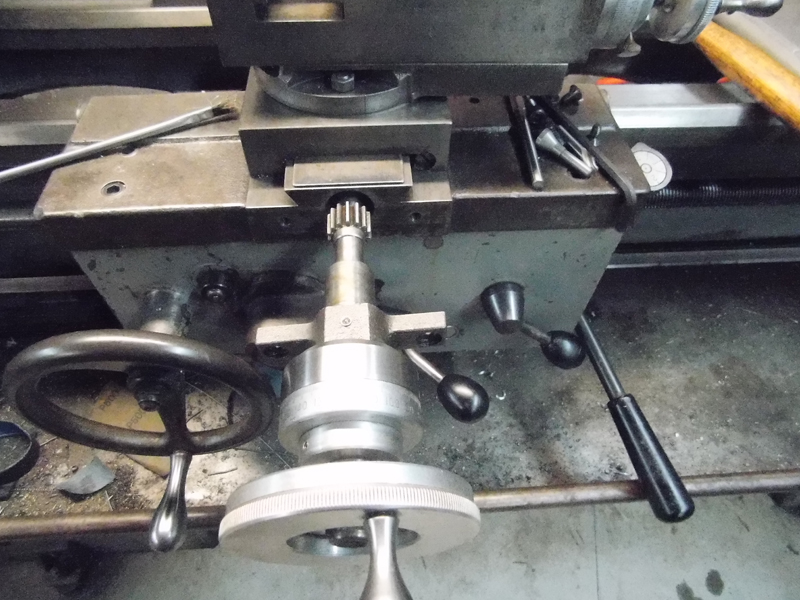
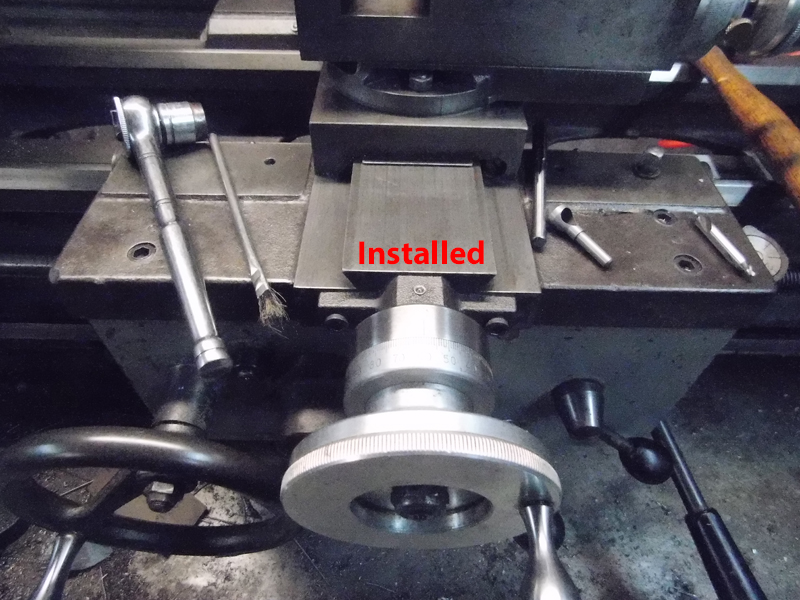
Im only replacing 12 of the lead screw itself, Im not making a complete shaft, I done this by cutting off the threaded area on the old lead screw and machined a .4385 dia. pilot on one end 2 back, I then drilled and reamed one end of the new lead screw to .4375 by 2.125 DP, the assembly was setup in the lathe between centers and pressed together, I then drilled and installed a 1/8 roll pin to further secure the joint along with the .001press fit, I put a dial indicator on the lathe and checked it for straightness finding it was out .006 but that was an easy enough challenge to tackle with a plastic hammer, the unit was then installed into the machine, while watching the machine dial on the cross feed screw I turned the handle left and right finding I had .005 backlash in the screw instead of previously having .055.
I have included multiple photos making the tools it took to do this job with along with photos and a video of making the new nut and repairing the cross feed screw.
As always thanks for looking and happy machining.
Comments are always welcome.
Doug









<span style="font-family: Calibri"><font size="3"><font color="#000000">















 Reply With Quote
Reply With Quote

 That's for the link to roton.com...that will come in handy.
That's for the link to roton.com...that will come in handy.









Bookmarks