

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
I thought i would post a method I use to get parts true and parallel which are normally to small a diameter or to thin to be pushed against the chuck face. The chuck back stop was used to help manufacture the spacers for my bead roller in the example below. I have also used these on the mill when using an indexing chuck or dividing head to position the work a the desired height.
The chuck back stops can be simply band sawed to shape from plate.
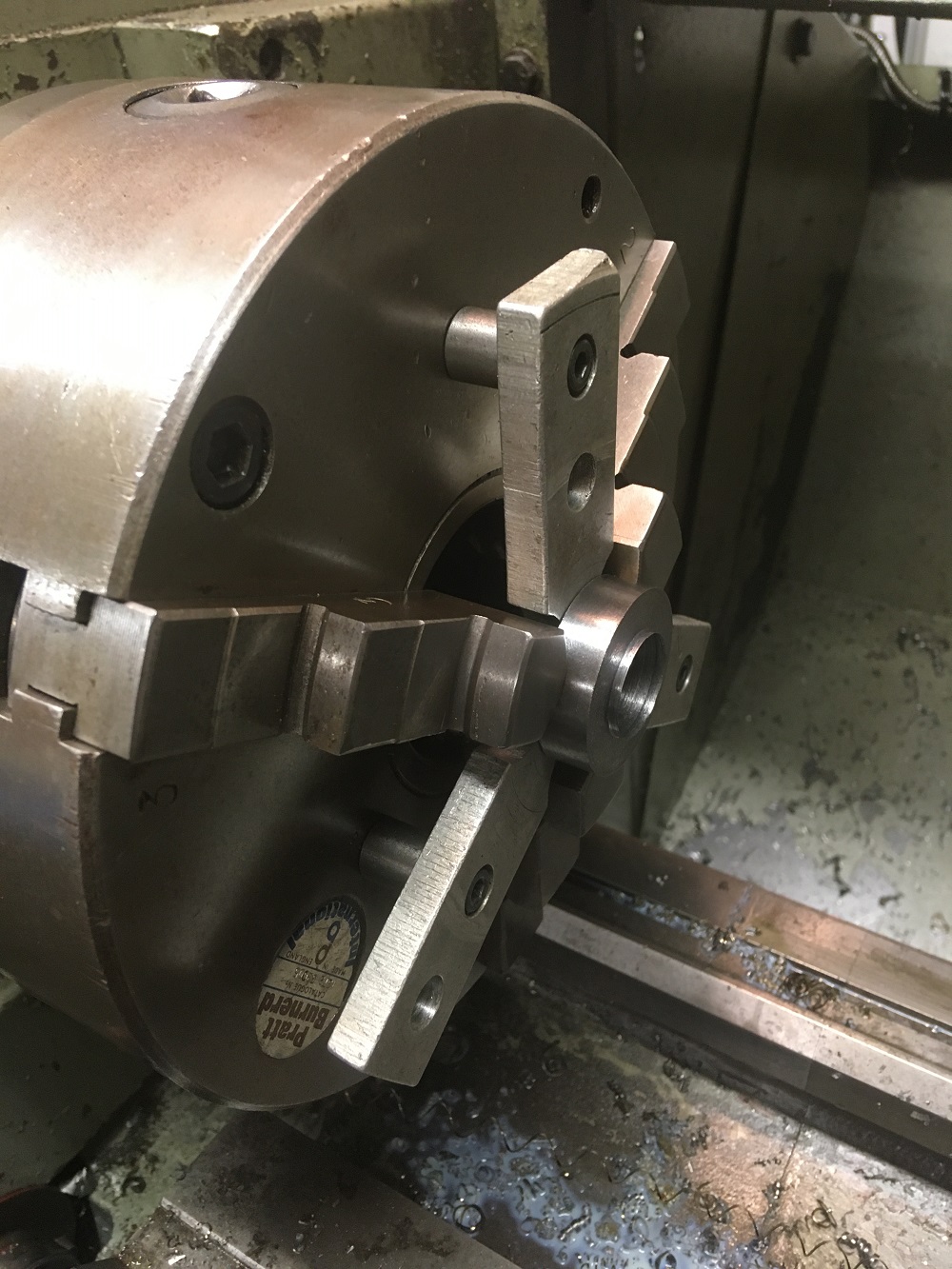
I have two aluminium chuck face stops that I can gang together or add spacers to achieve the desired distance from the chuck face.
Spacers fitted to one of the chuck face stops to achieve required distance from chuck face
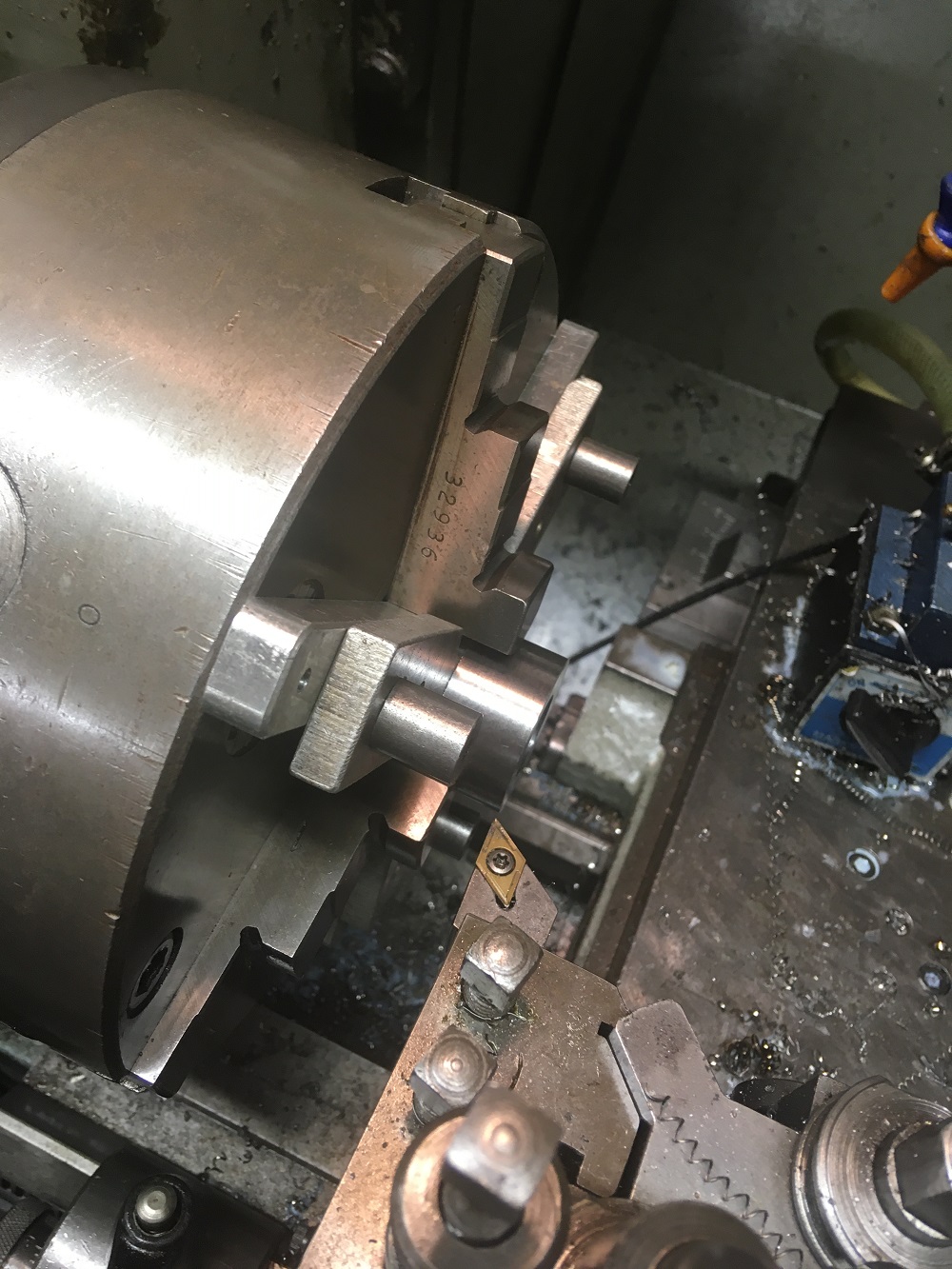
Single stop with work piece ready to be machined. Note the stop simply fits against the chuck face and the work-piece is tapped back against the stop the chuck back stop is unable to leave the chuck while machining as it is not only trapped by the work but also the chuck jaws.
Thinner work-piece needing the stop to have spacers attached.

Both spacers ganged together. Note the spacers have been left in place but do not interfere with the tool position. In most cases these would be removed to prevent tooling clashing with the over hanging spacers.
I hope this will be of help to some and thank you for viewing
The Home Engineer





 Reply With Quote
Reply With Quote


















Bookmarks