 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksI am wondering if anyone is familiar with this type of knurler which I recently acquired. I used it to make a few cap screws shown in the picture.(one or two inferior ones can be seen- these were made by the usual pressure type knurler)






I am wondering if anyone is familiar with this type of knurler which I recently acquired. I used it to make a few cap screws shown in the picture.


I believe this type is called a cut knurler but yours is a sophisticated version, never used one myself but your examples are a very good result.

PJs (Feb 13, 2017)

I believe Olderdan is absolutely correct. Although I've never seen one like this I did a bit of searching and found this. If you pick on the link of "where to buy" it mostly looks like Europe and UK and doesn't surprise me that there is a Aussie made one. Here are some pics of other variations I found.

The idea of it is quite good imho (brilliant actually) and by the looks of your bin of thumb screws it does a quality job!! This kind of process takes all the pressure off the compound as well as the work and would be a boon to small lathes.
I was able to spot the duds you mentioned but wasn't clear if you used a bump or scissor type on those? I'm also curious of whether your system is a complete chuck assy that bolts to the spindle or has a spindle of it's own that can be chucked in a standard lathe chuck?? Also about whether there is some locking mechanism for the jaws. With a cut knurler like this I would assume you can set the jaws for full depth of cut and only make one pass??
Thanks very much for sharing this with us, would love to see and know more about it to open the discussion to the possibilities of making one. There have been several inquiries here on HMT about making a cut Knurler.
Thanks Again! ~PJ
Always do right. This will gratify some people and astonish the rest.
Mark Twain
Hi PJ,Originally Posted by PJs

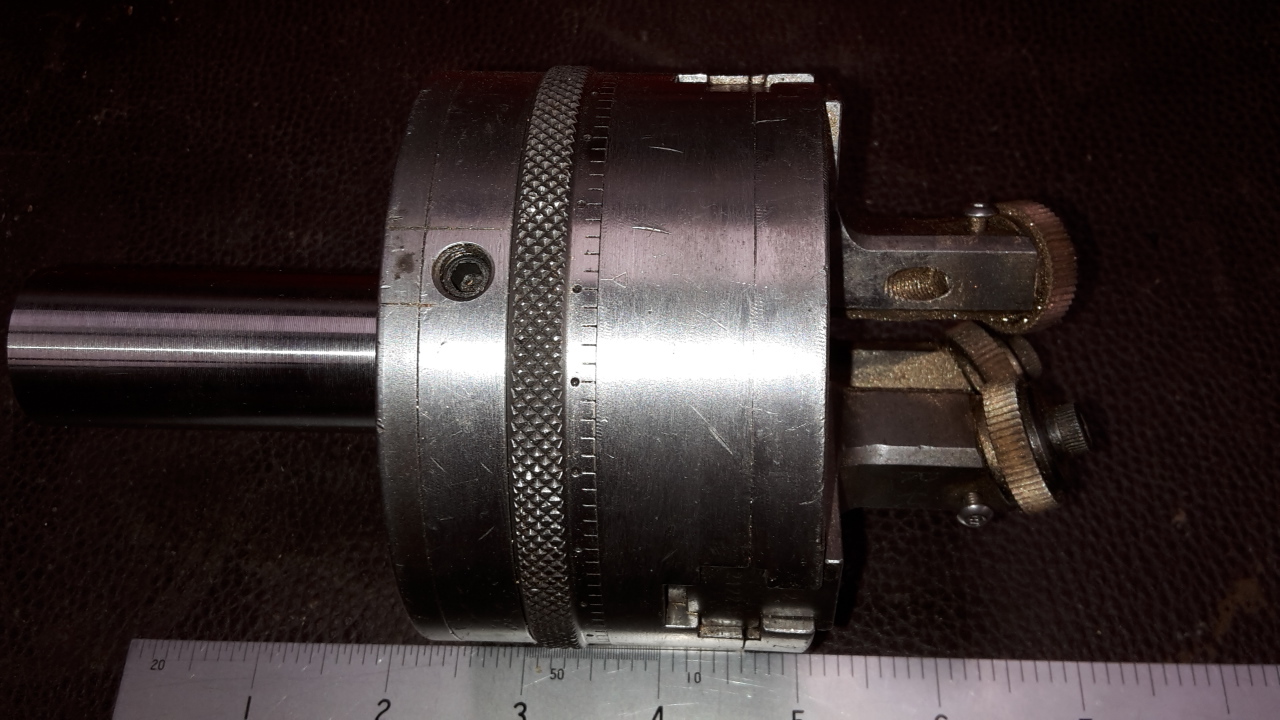
Looks like mine is an old version of the "Quick" knurler that you show on the right.It has a spindle of its own so it can either be mounted in a chuck as I have done or used in a capstan lathe in which case it would be stationery and the worked revolved into it.I suppose it could also be mounted in the tail stock of some lathes.The three jaws are moved by the knurled ring and locked by cap screws. So it easy to work with: one merely tightens the jaws a bit , lock them, and takes a cut, increasing the cut until the knurl is deep enough , then it set and one can do knurling on work of that diameter at one pass- at least that is what I am doing.The jaws are operated with a scroll, just like an ordinary lathe chuck. I pulled it apart when I first got it because the scroll had a tight spot (fixed that) so it looks quite complicated to make to me. If anyone is serious about making one I could take it apart again and show pictures but I am not able to do proper engineers drawings.
Prior to this acquisition I use the bump method mainly and sometimes a scissor type- both produced inconsistent results for me. If you look at my web site you can see all the various knurls I did - a lot of labour and time. I will still have to use these two methods because my Quick Knurler cannot do straight knurls or convex knurls.
Last edited by aphilipmarcou; Feb 13, 2017 at 11:29 PM.
Thanks Very Much for the additional pictures and further details aphilipmarcou! First off, my bad on the Aussie reference, I clearly misread the post title.Second, I couldn't tell it had a knurl ring and set screw from the first picture but it makes good sense, and it is clearly a Quick brand of older style. Thanks for the very kind offer to take some pics of yours apart but wouldn't consider asking because the concept is clear and by the look of your Fabulous Artisan Planes on you website, your great skill and craftsmanship is an honor to witness! Hope you post some of your work when you have time as they are works of art imho!!!
It seems to me that if one could make one like the left hand picture I posted one could do almost any type of knurling (straight, convex, etc) by just changing wheels. It may also be possible on yours to get a straight knurl if the wheel offset angle matches the L or R hand wheels you might use, but would need 3 wheels the same angle. The trick I think, to making something like this may be in whether to hold the work stationary or turning it and the mounting of the knurling chuck. I have considered in the past mounting a small 3 jaw chuck in the tail stock and this might be the opportunity for something versatile, by just changing jaws. It seems to me that using a standard key chuck with some modifications to allow locking the scroll would be relatively easy but do like the incremental adjustments for each jaw shown in the pictures to set the depth and on yours.
Your method of sneaking up on the depth is always good in my book. I would think that you could get the specs of the cut depth on your knurl wheels (much more precisely made than standard CP wheels), then it would be only necessary to touch off, then increment the correct number of marks on the scroll to get the correct depth.
One of my considerations since I went through my dissertation on knurling and the spreadsheet caclulator I developed was to build a rack and pinion type scissor tool and use cut knurls in it. They are available but pricey for my budget...but if I had a mill I would be off to it.
The Quality and Look of the knurls you are getting with your Quick tool are inspiring. Hopefully some of the other folks who have expressed interest in knurling and cut knurling will chime in here.
Thanks again for lighting the candle here on HMT! ~PJ
Always do right. This will gratify some people and astonish the rest.
Mark Twain
C-Bag (Feb 14, 2017)

This seems so logical when you see it. But my impression from looking at the angled Knurling wheels is that would want to rapidly self feed, true? Then there's no backing up? And you have to back the adjustment off to get it free of the work? Then you have to reset for each run?
I've never knurled anything so it's a purely academic thing yet.
Self feed doesn't happen with this Quick knurler. No need to back off the adjustment, you just reverse the lathe, being sure to blow off any chips otherwise they get mashed into the work...No need to reset because once you have the correct depth of cut set you just lock it in , but a chamfer at the start is good for a nice start.
PJs (Feb 15, 2017)
Thanks for that mine of information PJ.
If one used a a three jaw lathe chuck as a basis for making a quick knurler how would lock in a setting?
I forgot I have one more knurler which may be of interest: this is a hand held item and it works nicely as long as one can hold it tightly enough in the hand-hard to do if there is an arthritis problem. I liked it a lot because it is good for small one offs and no need to set up the tool post etc.
I've only thought of a couple of ideas to lock the scroll at this point but it seems a simple mod may do it reasonably well.
1. Drill and tap a hole through the chuck body that would meet the edge face of the scroll. Then put a brass tipped set screw into it. To lock it you would just screw it in and lock the scroll. It shouldn't take too much pressure because the jaw scrolls tend to hold it reasonably well because of the sliding fits with the chuck body and scroll thread tolerances. To set depth I think one would need to touch off, then use a dial gauge from the chuck body to the back side of the jaw to set the correct depth based on the known wheel geometry (tooth depth). Not as elegant as your marked system but doable...especially for repeated parts.
2. Perhaps 3 brass tipped set screws through the lower part of the jaws that would press against the scroll and lock it also. This may also help with any inherent slop in the jaws, particularly on an older chuck.
3. Might use an L or S bracket or something pinned and screwed into the outside edge of the jaws and have a set screw arrangement that would lock the jaw and bracket to the outside of the chuck body. This is probably the least intrusive on the chuck and scroll but don't see it all clearly yet with out detailing it out some. There might be some issues with centrifugal forces above certain speeds but I generally do it as slow as possible and sometimes by hand.
I've never used one of the old style hand knurlers but can see they might be ok for some young bucks with vice grip hands...but only on soft metals. The crank down scissor types give you better pressure but have that inherent "Pull" in the direction of the wheels travel because of the cantilever and slop in the pins which can create a poor uneven knurl sometimes.
One of the things I keep bouncing around with on this chuck knurler is the length of knurl obtainable. If you could run the work through the chuck knurler and spindle you would only be limited by the internal diameter of the chuck and spindle for work size, not length. From your first picture it looks like you were able to get 4-6" but it would all be based on the setup. Are you turning the work or the knurler in your set up? It almost looks like you have the chuck/work mounted in a tailstock chuck??
Ultimately it seems to me that the chuck knurler be mounted on the spindle, being turned and to have a rigid work holding system on the cross slide so that it could be auto fed?? Thoughts on any of this?
Last edited by PJs; Feb 15, 2017 at 12:15 PM.
Always do right. This will gratify some people and astonish the rest.
Mark Twain

Hi guys, interesting post, thank you very much. I use a pressure type simple two-wheel knurler and, frankly, it is a pain in the butt. But what I would love to know about this kit above, what length of cut can it do? I use my little knurler to do motorcycle foot pegs, for example, which means I would have to be able to knurl a length of, say, 180mm and a stock thickness of about 35mm. Would your type of knurler do that?
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote







Bookmarks