

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



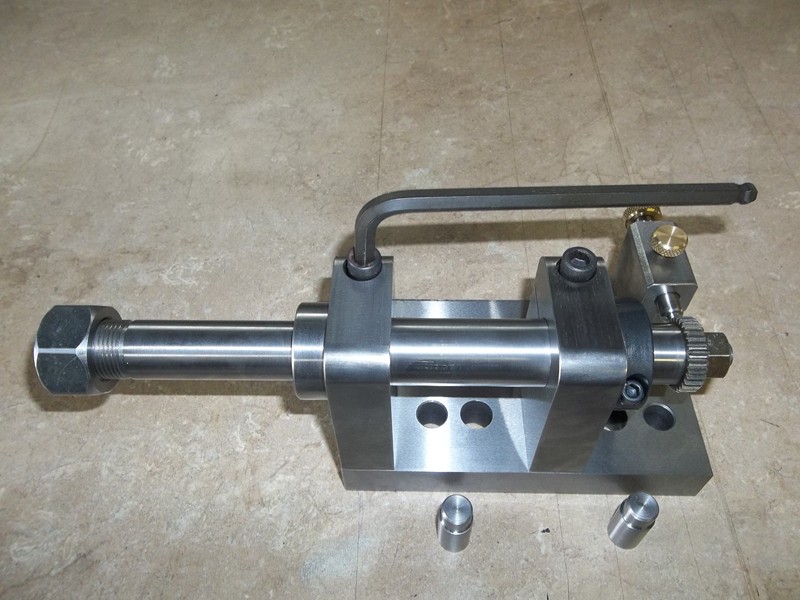
I built this fixture for the sole purpose of making some Module Gears for an older packaging machine, The gears are #3 Module with 30 teeth, The gears are like $450.00 each from OEM. So I gave a price and got the job.
When I had my business a few years back I had a dividing head and all that great stuff for indexing and so on, When I sold my business all that stuff went with it. Instead of buying all that over again I decided to make this fixture just for gears and things of that nature that require indexing.
The arbor I made for it has a 1.000" diameter end with a 1"-14 thread for securing anything with a 1.000" hole, Later on I'm going to make another arbor that I can put my 4" 3-jaw chuck on.
I have quiet a few #1 Module gears that I use for the indexing, These gears are new, Like I said I have a ton of them, So Indexing will not be an issue, I'll be using a #1 Module 30 tooth gear for this application.
Both arbor supports are split on one side to aid in clamping the arbor tightly after indexing
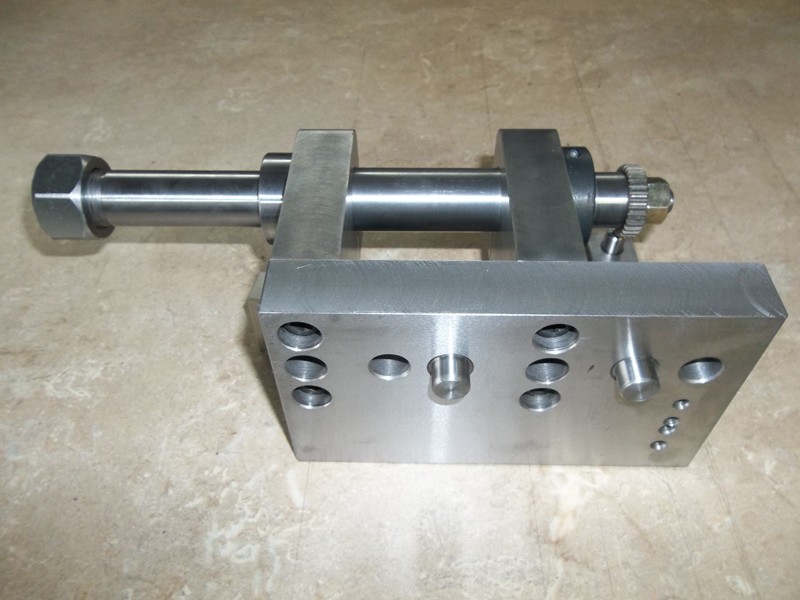
I built the entire unit from 1" thick C.R.S Flat, There are 2 reamed holes in the plate for two 5/8" dowel pins which locate the fixture on the mill table and two 9/16" holes as well for clamping the plate down with T-Nuts.
In my next thread I'll show the R8 shank gear cutter arbor that I will make, Plus the gear being cut
I think it came out pretty good, I'm thinking about painting the fixture with grey hammered paint but that hasn't been decided yet, I like the ground finish to so it's going to be a toss up.
Below are some photos
As always thanks for looking and happy machining
Doug
Above photo of all the ground plates
Above is a photo of the indexing pin housing
Above showing the indexing configuration
Assembled
Above photo showing the locating pins










 Reply With Quote
Reply With Quote











Bookmarks