

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


A little while back I posted a thread about motorcycle cylinder boring which used an indexable carbide tip.
http://www.homemadetools.net/forum/c...er-borer-55286
This post is about that and some other improved boring cutters.
This is a genuine Criterion boring head with a set of boring bars.
A genuine Criterion like this comes in at around US $5/600 for a 2" version, but Indian made clones are about 10% of that. Whether clone or genuine article, often the main problem is flex in that style of boring bar due to their length and small diameter. As with any machining operation, rigidity is key to good results. For boring short holes or large holes we have the opportunity of doing better. In the bottom of the head there are two 1/2" tool mounting holes with grub screws, one hole is for boring small diameters and the other is used for larger holes. A more rigid way of holding the tool is to use both holes together to hold a rigid block with an indexable carbide insert.

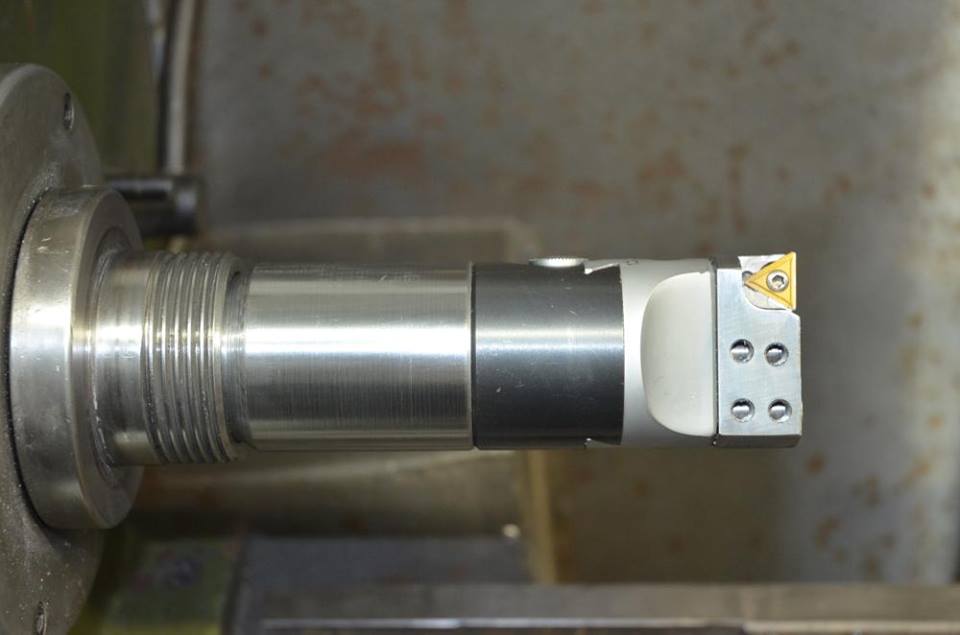
On the left we see the end of a boring head with the two tool holes and one of two insert holders fitted with two 1/2" bars. The other image shows both holders that I made.
Holders very much like this are available on the net at reasonable prices, so why make your own? Well I have two "identical" clone boring heads but careful measurement showed that the hole centre distance was a few thou different and both were a few thou different from the measurement that I saw quoted for a "for sale" item. Therefore, it was unlikely that a bought one would fit properly. I have several large hammers but their use is not authorised for abusing boring heads. So I made the holders to match one on my two heads, accepting that they would not fit the other head well enough. That was not a big deal.
This insert holder is for relatively shallow holes from 24 to 55mm diameter. A lot of my precision boring is for bearing fitment and this is perfect for that. I do not need a lot of overhang because the holes are not deep.
Above is the insert holder for larger holes, which can also be deeper because it will only be the mill quill which will limit depth. Because the centre between the two tool mounting holes is offset, it allows me to reverse the mounting of my insert holder, which gives two diameter ranges. On the left the holder is mounted to cover the diameter range 66 to 117mm, whereas the other mounting position can cover the range from 52 to 70mm.So between the two holders I can cover the range of holes from 24 to 117mm with a very rigid setup.
This is the insert holder that I used in a lathe as described in the previous post about cylinder boring,
http://www.homemadetools.net/forum/c...er-borer-55286
in that case the boring head was fitted to a very rigid bar instead of the R8 mandrel.

I made another relatively rigid insert tool for creating 45 deg. chamfers etc. by turning down a lathe tool. My requirement for this tool includes working in some recesses deeper than needed above, so it is longer but kept to the maximum diameter for rigidity. Shown next.

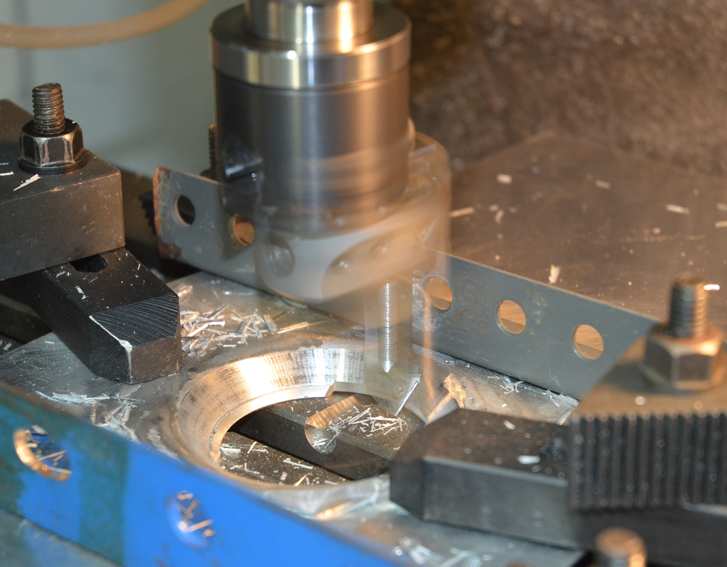
This shows the 45 deg. tool being used for a very difficult application. I was making an aluminium motorcycle petrol tank and I welded in the base of the filler instead of the usual method of bolting it on. It distorted into an oval shaped hole, which would not have sealed. So I mounted the top sheet on the mill as best as I could. The surface that needed truing up was at 45 deg. but the required width of cut was only a touch less than the side of the insert. So it was a full width cut on a 2mm thick piece held in place with 1mm sheet. Hardly surprising that there were some small chatter marks but minor. That was a severe test of the boring bar and I was happy with its performance.
Soon after doing the above, I came across a Narex boring head which I just had to have. It cost me the price of two genuine Criterion heads but it is a beautiful thing.
Almost complete in its original box, just two tools missing as can be seen by the empty compartments on the LHS. These heads were designed prior to CNC and can do amazing things. You can bore taper holes which otherwise would be next to impossible without CNC. It will cut internal grooves, which of course could be done with a Criterion style head and a rotary table, but the Narex does it without a rotary table. It also has a very sensitive adjustment, ideal for sizing accurate holes.
Thanks for watching.










 Reply With Quote
Reply With Quote









Bookmarks