
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

Has anyone made the retractable guide mount as described in the Home Shop Machinist "The Apprentice" The Surface Grinder, Part 4 by Robert Washbuurn in the May/June issue of the HSM?
He describes there his own home shop fixture for holding the various dia. end mills using spring collets but I am trying to adapt a widely available and well known commercial unit which uses 5c collets. All of the commercial units, so far as I can tell, operate basically in the same way and all of them have the same limitations i.e. there is no positive built in tooth guide to position a tooth dead square to the grinding wheel itself if one is using a straight wheel in the surface grinder and if one wants to sharpen a center cutting end mill, one has to determine exactly where the center of the end mill is and and then position the edge of the grinding wheel exactly on this center.
With all of the commercial fixtures, there is no provision to do either of the above operations except by eye and "by guess and by golly". I have destroyed more end mills this way than I care to admit and hence the reason for construction the retractable guide mount as described by Mr. Washburn (at least I hope that it will address these problems).
So I am asking, has anyone made the unit and does it work as intended?
The retractable guide mount is not a particular easy unit to construct as with anything related to end mill sharpening, both the geometry and the parts tolerances are exacting (i.e. is what you are producing dead square, dead parallel, truly straight and flat, concentric, positioned correctly and are the parts made to the specified tolerances, etc.etc.?). All of this has to be correct.
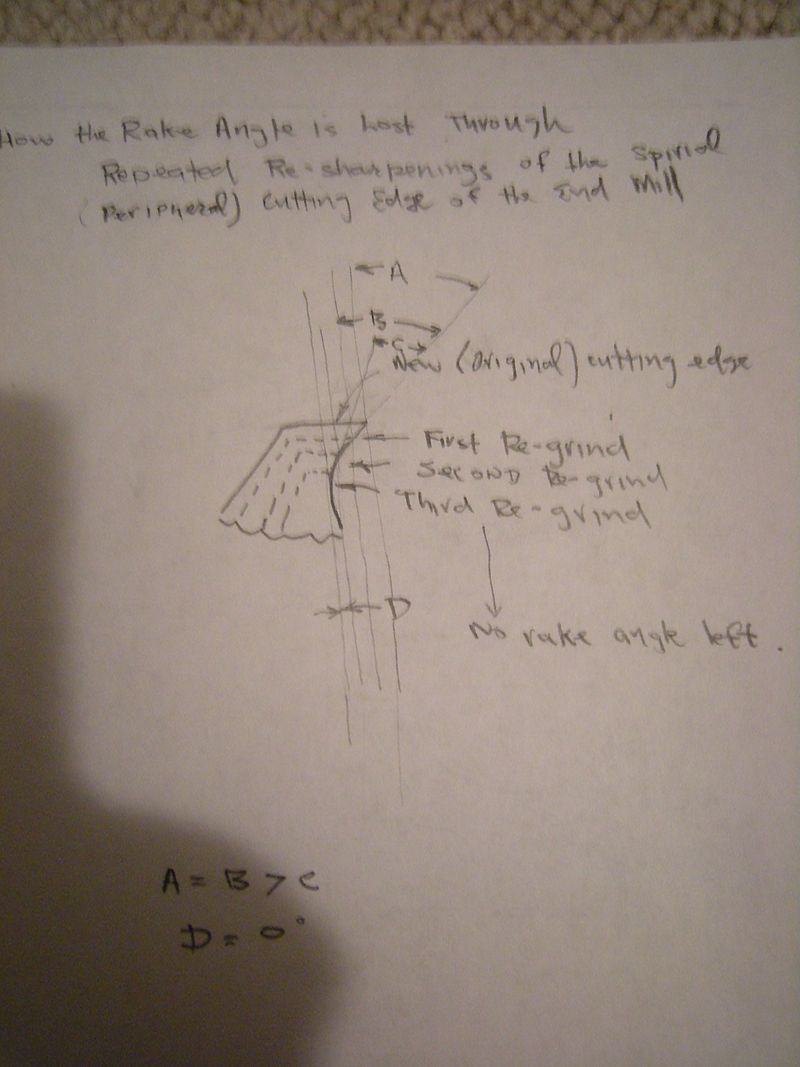
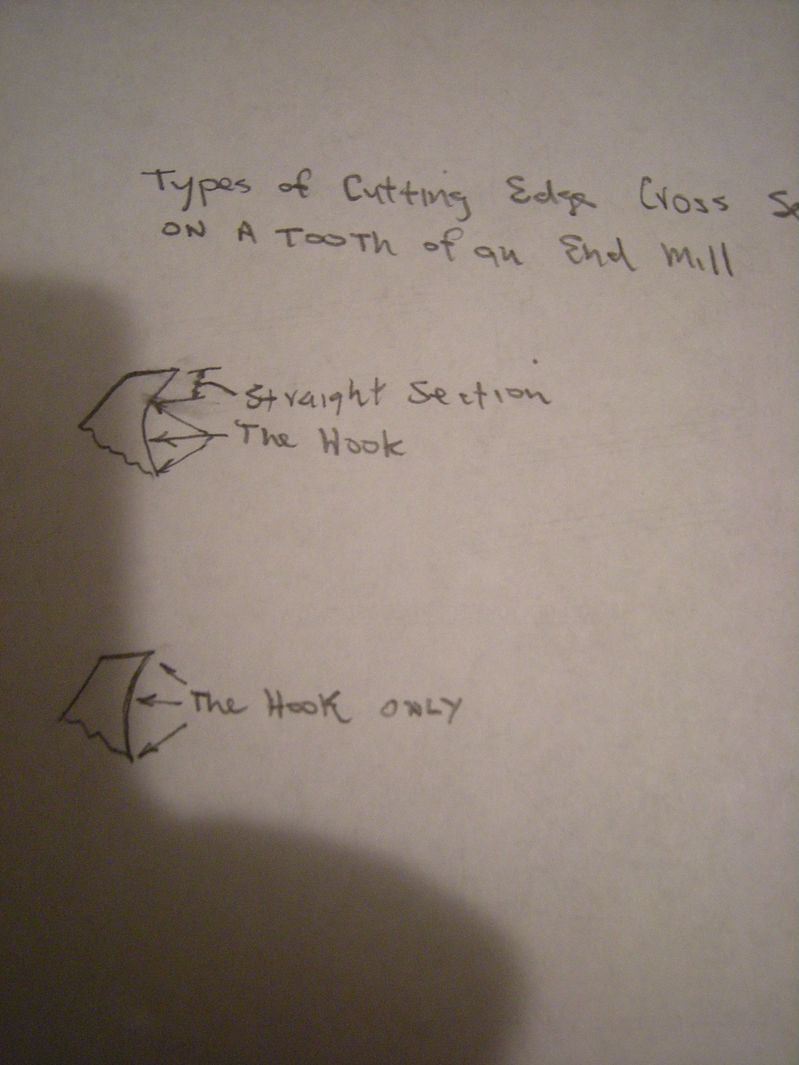
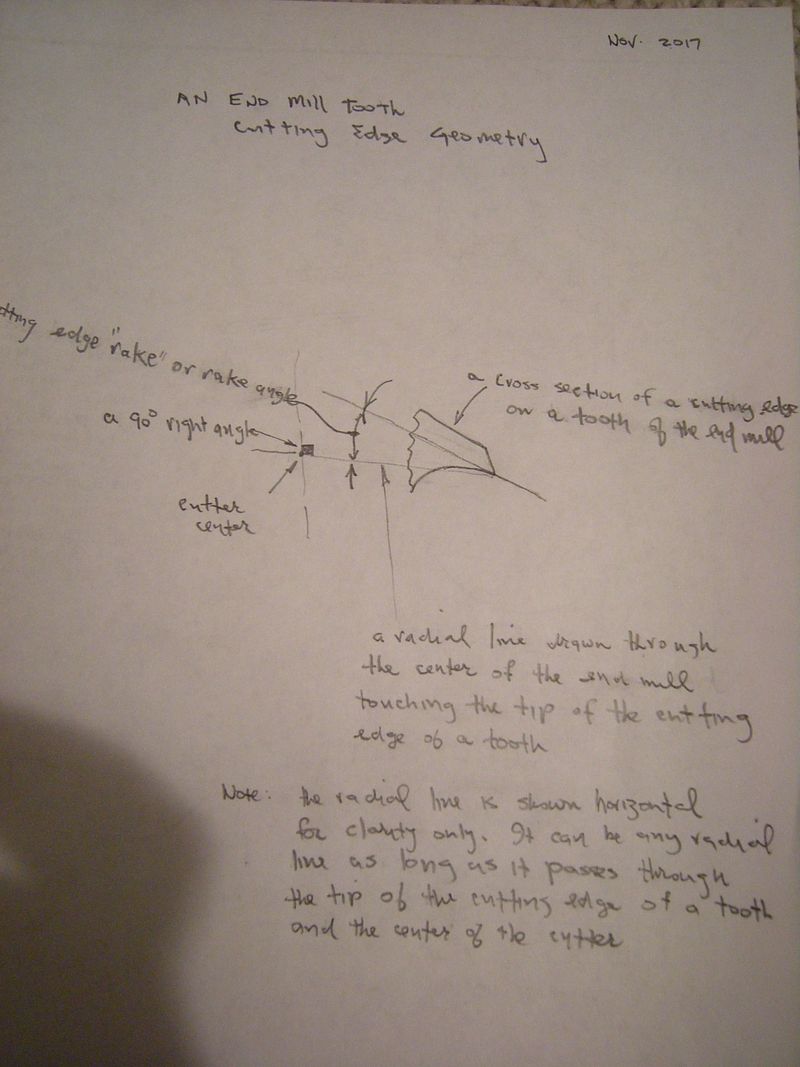
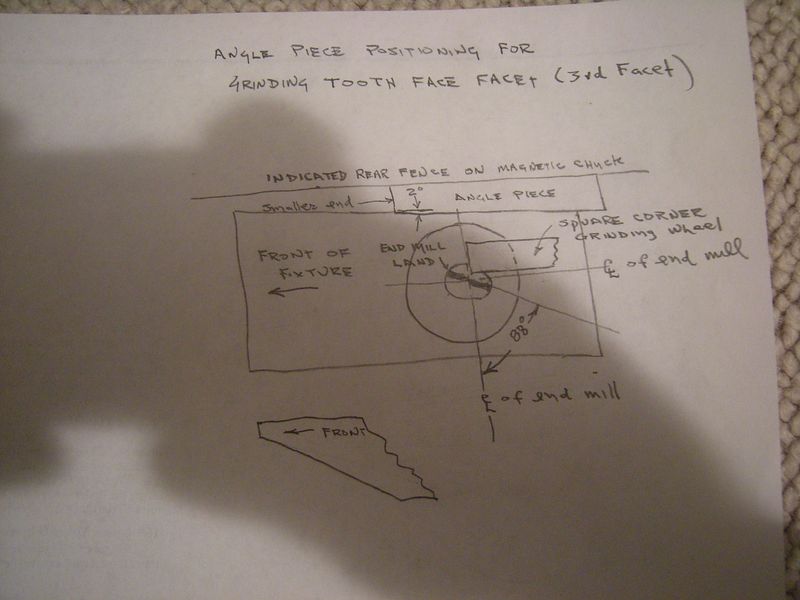
I will include a photo of what has been produced here to date along with some notes on what not to do and things to be aware of when attempting to sharpen dull end mills. Please note that all of the above only relates to sharpening the end teeth on an end mill and has nothing to do with sharpening the spiral flutes which is another operation entirely involving completely different equipment.



 Reply With Quote
Reply With Quote by carrdo - Some things one has to learn the hard way and I seem to be particularly prone to that. It's called the school of hard knocks.
To start, if you want to sharpen the end of any smaller HSS end mill (say less than 1/2" dia.), using a surface grinder with a straight aluminum oxide vitrified bond wheel, then the wheel must have a sharp edge and not a rounded corner, so basically the wheel(s) one uses for end mill sharpening cannot be u= "Pin It")




 by carrdo - If you want to see on Youtube the process I am going to describe in more detail, see: How to Sharpen End Mills on a Surface Grinder Part 1 with Dale Derry.
After sharpening his two flute end mill (as I shall describe how to do it his way also and with a variation on it), he puts the previously dull end mill to use and then breaks it showing the limitation of what end sharpening will do for you in that if you only sharpen the end teeth "Pin It")











Bookmarks