

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Requirement and motivation.
I have a Bridgeport mill which I bought when I lived in the US for a while. The maximum speed shown on the adjusting dial is 4200 rpm but the electricity supply in the US is 60Hz and back here in Spain it is 50Hz so instead of a maximum speed of 4200, all I could hope for would be 3500rpm. Most of my work is with Aluminium with relatively small cutters and 3500rpm is way short of optimum. In addition as the speed of the machine rose above about 2500rpm it rattled and vibrated badly, so I did not like to run it at maximum.
I decided to dismantle the head to investigate the rattle and to evaluate the feasibility of upping the maximum rpm. I have ended up with a 6000rpm machine with a 5hp motor in place of the original 1.5hp and 3500rpm. The speed is controlled by a VFD (Variable Frequency Drive) in place of variable pulleys and it runs dead smooth and quiet.
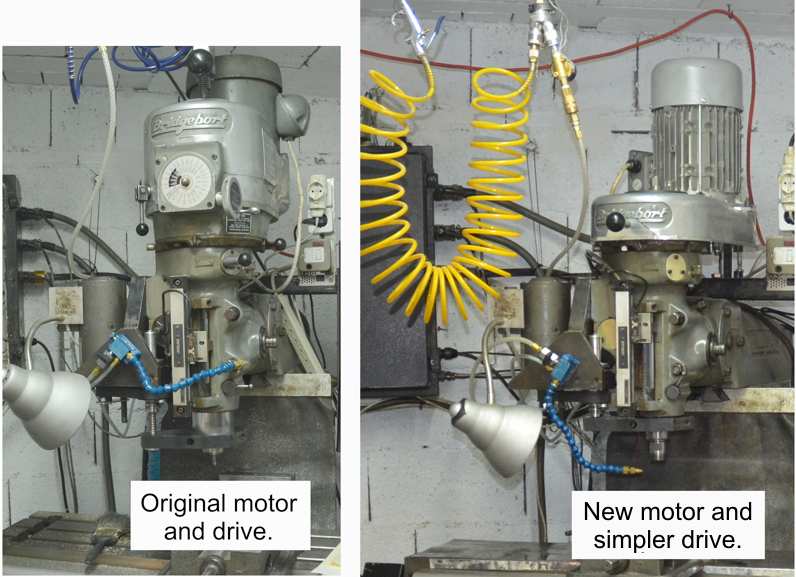
Click thumbnails for full size.
Above are the before and after pictures. Note that the height of the top of the cover has been drastically lowered. The LH image shows the original speed adjuster.
How it was done.

Here we can see the original variable pulley speed variation mechanism. The motor pulley is spring loaded to allow it to adjust the spacing and hence effective diameter. The driven pulley, which sits directly above the spindle, has its spacing controlled by a lever, which in turn is moved by a chain which is pulled by a worm gear system attached to the adjustment handle. This mechanism is shown in the following images.
The above shows more detail of the drive mechanism to the spindle. The piece to the far right is used but the rest is not in the new drive system.

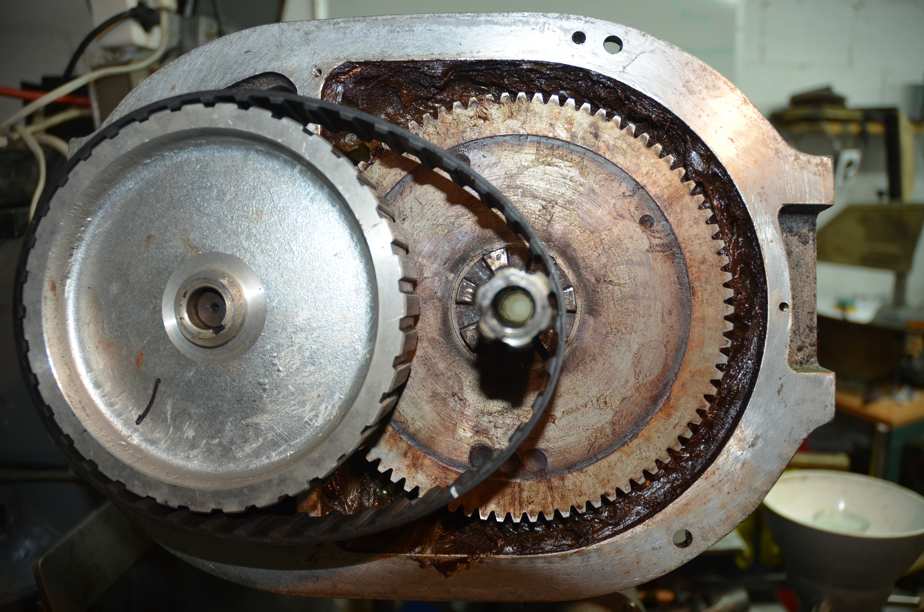
With the removal of the main drive pulleys we are left with a view down onto the back gears mechanism, a combination of a gear pair and toothed belt and pulleys. The original intent was to retain the back gears in order to retain the torque multiplication at low speeds but then I realized that I had never had need to use them in the past and decided to go for simplicity. The image to the right shows the cleaned housing (which is no longer required) and the only part of the original drive that will be used. A loose engagement of the face drive dogs, which can be seen near the centre, was responsible for the rattle and rough running at high speeds. I did consider removing the bulk of the gear but decided to leave it to gain some inertia. The teeth on the gear have proved useful for two other features and I am very glad to have retained the gear. I used the teeth to trigger a magnetic sensor for speed measurement and control. The teeth are also used as part of a holding brake, as we'll see later.

With the two housings, one for the back gears and the other for the main drive pulleys no longer in use, we are left with the mounting surface shown above to the left. on the right we see a mounting plate to replace the removed housings and provide a base for the top cover which supports the motor.

Initially I fitted a 2hp DC motor from an exercise treadmill, there was a two fold purpose for this. Firstly I needed to be able to run the mill to do some machining for the conversion, and secondly I was hopeful that it would be man enough to be a permanent solution, but that was regarded as a test. The LH picture shows the motor mounted in temporary fashion to provide the machining capability. The other shows the top cover in place and it is obvious that it is too tall to put a motor support plate on it. So the first task was to machine the top cover down to the correct height.

I used a slitting saw to cut the required amount from the top cover as shown above. This was the first test of the DC motor and it worked pretty well with the large diameter slitting saw.
** Encouraging**
However, I then spotted on a well known auction site a brand new 5hp 3ph motor for 50 euros (it turned out that the seller had entered the wrong price), it was a no-brainer and I bought it immediately.
Above we have the underside view of the new motor fitted to the top cover. I am a big fan of the poly-V belt, they have plenty of torque capacity in a small size and bend around pulleys with a minimum of effort leading to a very smooth drive. I made the poly-V pulleys from some gears that I had saved from an old lathe.

Here is the driven pulley directly above the main spindle, the spring loaded thingie is a manually operated spindle lock to hold it solid when installing and removing cutters. One of the two uses for the gear teeth that I mentioned earlier.

Originally I used a belt with a length such that the motor was centred over the original motor mounting, but that gave a belt longer than necessary, and at certain rpm the slack side of the belt would vibrate at a resonance. There were two possible solutions to that (if you don't count avoiding the offending rpm). One was to add a tensioning pulley and the other was to move the motor forward and use a shorter belt. I choose the shorter belt route but that required cutting a section out of the top cover and welding it back together. This allowed me to further reduce the height of the forward section of the cover. The above photo to the left shows the arrangement with the longer belt and the other shows the reduced height.
Conclusion
I now have a Bridgeport which runs smoothly from zero to 6000rpm. Some expressed concern over the spindle bearings at that speed but it is well within their rating and they only get lute warm. I have heard of a machine rebuilder who converts this type of mill to run at 12,000rpm but I believe that he uses different bearings with a new spindle to take CAT30 tool holders. There is enough room in the stock spindle to take it out to CAT30 and I have thought about how to do it, but it is way down my list of priorities.
A lot of mechanism has been removed and although the new aluminium cased motor weighs a little more than the old one the overall weight is less and is mounted lower down. This is very noticeable when the head is angled, there is considerably less tendency to rotate further than desired when adjusting an angle.
Over 5" has been taken off the height and the spindle and draw bar have been shortened by that amount. originally The draw bar nut was too high for me to comfortably tighten and loosen and I fitted a pneumatic draw bar operation. Now it is so easy to use the draw bar manually that I haven't bothered to refit the pneumatic system. It is like I have grown 5"


















 Reply With Quote
Reply With Quote










 Ive got a "millport"step pully mill(clone) it needs to come appart and be gone through, but just no time or room to do it now, it's got a 2 speed motor on it, but Ive never been comfeterble running it in high speed due to some of the noise. it was a refurbished mill when I got it... reefer? bush? the x ways were epoxied due to the wear..... must be the reefer part of the rebuild...well I got it cheep so...it is what it is, works great ,someday I will pull it appart and do it right.(reserfacing the ways on a 49x9 may be a chore at home...) I also plan on the tread mill motor mod on my 9x20 enco lathe ( pure **** as it was delevered,gears off center over .010" runout and oh so noisey,quiet as a mouse now, head stock was way out,and much more.no wonder enco closed down 3 months after I got it. I build most of my tooling so fixing this stuff isant hard, just time and room to do it is the hard part.(shop full of race car). this is one of the best sites for ideas.thanks to all who submit this handy work. keep spiten chips and maken mods Tony, we love it.
Ive got a "millport"step pully mill(clone) it needs to come appart and be gone through, but just no time or room to do it now, it's got a 2 speed motor on it, but Ive never been comfeterble running it in high speed due to some of the noise. it was a refurbished mill when I got it... reefer? bush? the x ways were epoxied due to the wear..... must be the reefer part of the rebuild...well I got it cheep so...it is what it is, works great ,someday I will pull it appart and do it right.(reserfacing the ways on a 49x9 may be a chore at home...) I also plan on the tread mill motor mod on my 9x20 enco lathe ( pure **** as it was delevered,gears off center over .010" runout and oh so noisey,quiet as a mouse now, head stock was way out,and much more.no wonder enco closed down 3 months after I got it. I build most of my tooling so fixing this stuff isant hard, just time and room to do it is the hard part.(shop full of race car). this is one of the best sites for ideas.thanks to all who submit this handy work. keep spiten chips and maken mods Tony, we love it.


Bookmarks